Food & Dairy: Different type of Heat Exchangers

An heat exchanger is used to transfer heat by the indirect method.
Several different types will be described later. It is possible to simplify heat transfer by representing the heat exchanger symbolically as two channels separated by a tubular partition.
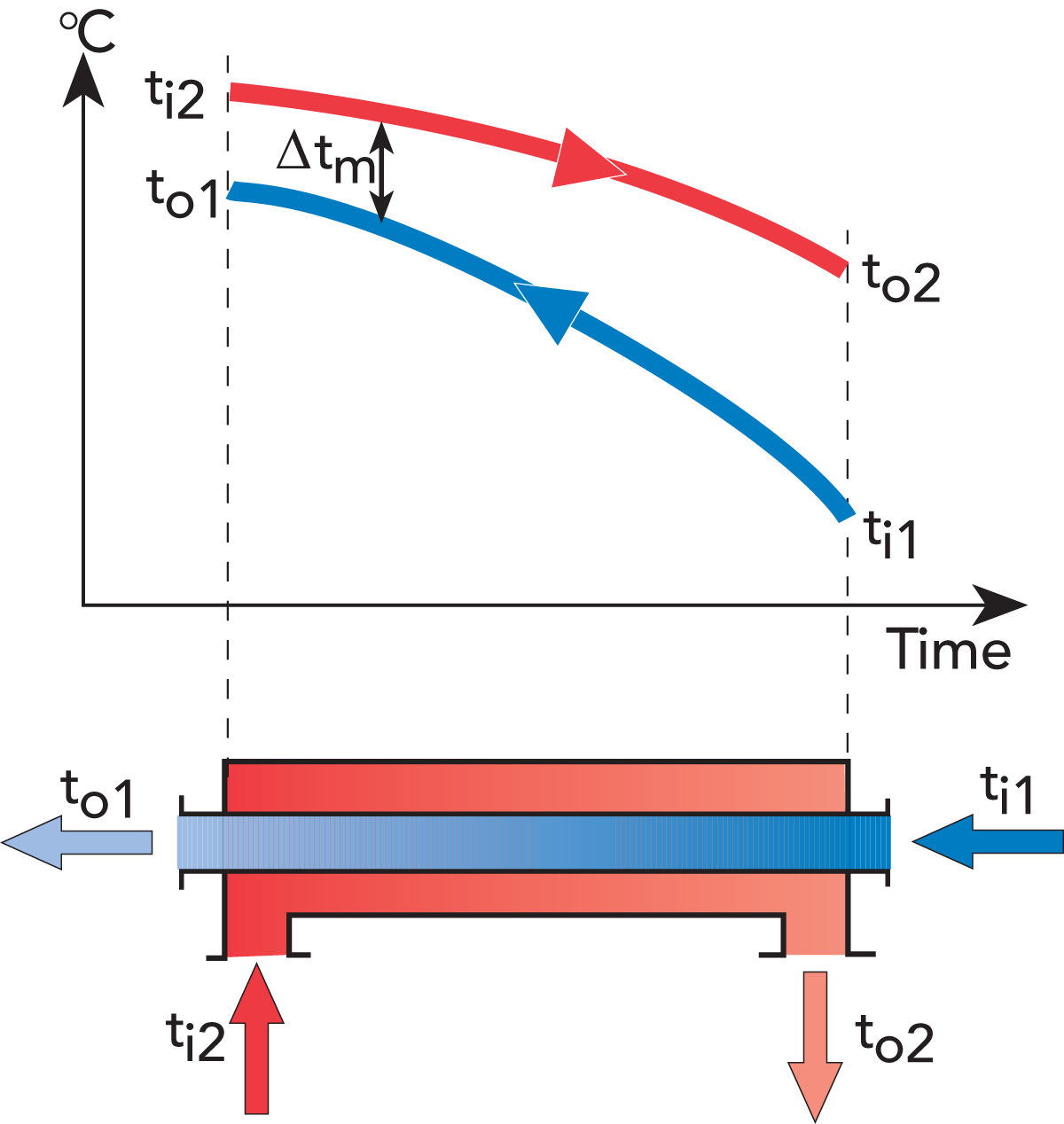
Hot water (red) flows through one channel and milk (blue) through the other. Heat is transferred through the partition. The hot water enters the channel at a temperature of ti2and is cooled to a temperature of t02 at the outlet. Milk enters the heat exchanger at a temperature of ti1 and is heated by the hot water to an exit temperature of t01. The temperature changes during passage through the heat exchanger are shown by the curves in Figure 6.1.7.
Several different types will be described later. It is possible to simplify heat transfer by representing the heat exchanger symbolically as two channels separated by a tubular partition.
Hot water (red) flows through one channel and milk (blue) through the other. Heat is transferred through the partition. The hot water enters the channel at a temperature of ti2and is cooled to a temperature of t02 at the outlet. Milk enters the heat exchanger at a temperature of ti1 and is heated by the hot water to an exit temperature of t01. The temperature changes during passage through the heat exchanger are shown by the curves in Figure 6.1.7.
DIMENSIONING DATA FOR A HEAT EXCHANGER
The necessary size and configuration of a heat exchanger depend on many factors. The calculation is very intricate and is nowadays normally done with the aid of a computer.
The factors that must be considered are:
- Product flow rate
- Physical properties of the liquids
- Temperature program
- Permitted pressure drops
- Heat exchanger design
- Cleanability requirements
- Required running times
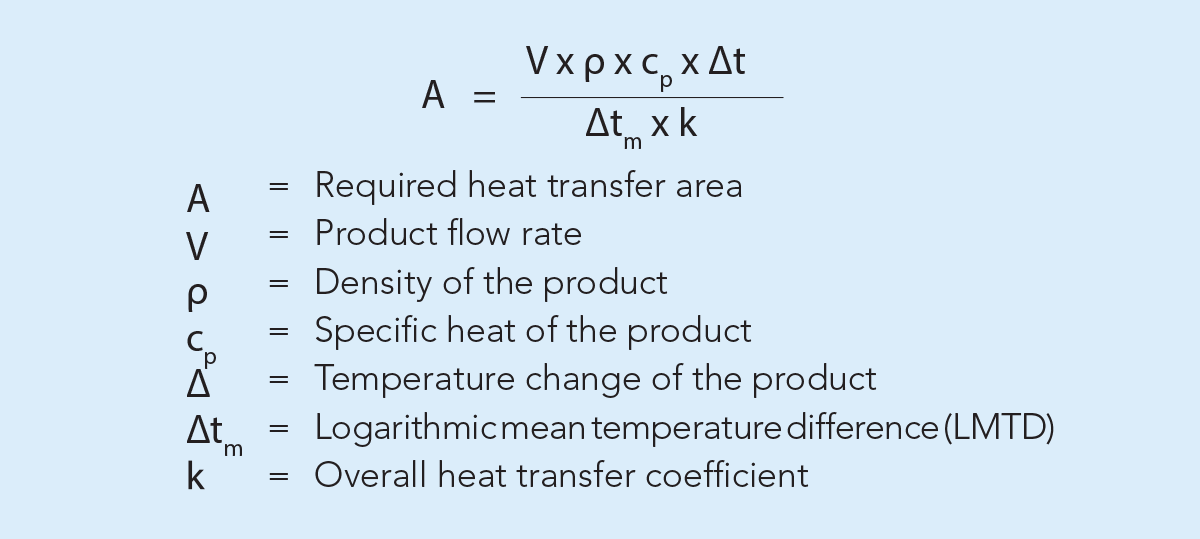
The general formula for calculating the required size (heat transfer area) of a heat exchanger is:

PRODUCT FLOW RATE
The flow rate, V, is determined by the planned capacity of the dairy. The higher the flow rate, the larger the heat exchanger needed.
Example: If the product flow rate in a plant is to be increased from 10.000 to 20.000 l/h, the heat exchanger must be extended to twice the original size, provided the flow rates of the service media are also doubled, other factors being constant.
PHYSICAL PROPERTIES OF THE LIQUIDS
The density figure, ρ, is determined by the product.
The figure for specific heat, cp, is also determined by the product. The specific heat tells how much heat must be supplied to a substance in order to increase its temperature by 1 °C. Another important physical property is viscosity. This will be discussed in the section on overall heat transfer coefficient below.
The figure for specific heat, cp, is also determined by the product. The specific heat tells how much heat must be supplied to a substance in order to increase its temperature by 1 °C. Another important physical property is viscosity. This will be discussed in the section on overall heat transfer coefficient below.
TEMPERATURE PROGRAM
The object of heat transfer is to heat or cool a given quantity of a product, such as milk, from a given inlet temperature to a given outlet temperature. This is accomplished in a heat exchanger with the help of a service medium, such as water. In the case of heating, milk is heated with hot water, the temperature of which drops correspondingly.
Several aspects of the temperature program must be considered: the change of temperatures, the differential temperature between the liquids and the flow direction of the liquids.
Several aspects of the temperature program must be considered: the change of temperatures, the differential temperature between the liquids and the flow direction of the liquids.
TEMPERATURE CHANGE
Inlet and outlet temperatures of the product are determined by preceding and subsequent process stages. The change of product temperature is marked Δt in the general formula above. It can be expressed as:
Δt1 = to1 – ti1. See also Figure 6.1.7.
The inlet temperature for the service medium is determined by processing conditions. The temperature for outgoing service medium can be calculated by an energy balance calculation.
For a modern heat exchanger the energy losses to the surrounding air can be neglected, as they are very small. Thus the heat energy given off by the hot liquid is equal to the heat energy absorbed by the cold liquid, i.e. an energy balance. It can be expressed as the following formula:
Δt1 = to1 – ti1. See also Figure 6.1.7.
The inlet temperature for the service medium is determined by processing conditions. The temperature for outgoing service medium can be calculated by an energy balance calculation.
For a modern heat exchanger the energy losses to the surrounding air can be neglected, as they are very small. Thus the heat energy given off by the hot liquid is equal to the heat energy absorbed by the cold liquid, i.e. an energy balance. It can be expressed as the following formula:

Example: 20.000 l/h cheese milk (V1) is to be heated from 4 °C to 34 °C by 30.000 l/h hot water (V2) at 50 °C. Density (ρ) and specific heat (cp) for milk are about 1 020 kg/m3 and 3.95 kJ/kg, K and for water 990 (at 50 °C) and 4.18 kJ/kg.
The temperature change for the hot water can then be calculated:
20.000 x 1 020 x 3.95 x (34 – 4) = 30.000 x 990 x 4.18 x Δt2
Δt2 = 19.5 °C. The hot water temperature will drop by 19.5 from 50 to 30.5 °C.
The temperature change for the hot water can then be calculated:
20.000 x 1 020 x 3.95 x (34 – 4) = 30.000 x 990 x 4.18 x Δt2
Δt2 = 19.5 °C. The hot water temperature will drop by 19.5 from 50 to 30.5 °C.
LOGARITHMIC MEAN TEMPERATURE DIFFERENCE (LMTD)
It has already been mentioned that there must be a difference in temperature between the two media for heat transfer to take place. The differential temperature is the driving force. The greater the difference in temperature, the more heat is transferred and the smaller the heat exchanger needed. For sensitive products there are, however, limits to how great a difference can be used.
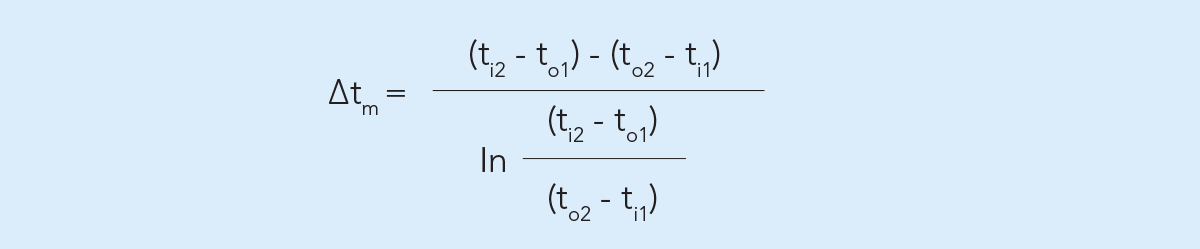
The differential temperature can vary through the heat exchanger. A mean value, LTMD, is used for calculation. It is called Δtm in the general formula above. It can be calculated by the following formula, using the denominations in Figure 6.1.8.
The differential temperature can vary through the heat exchanger. A mean value, LTMD, is used for calculation. It is called Δtm in the general formula above. It can be calculated by the following formula, using the denominations in Figure 6.1.8.

In the example with the cheese milk heater, the logarithmic mean difference temperature, Δtm, can be calculated as 20.8 °C.
An important factor in determining the mean temperature differential is the directions of the flow in the heat exchanger. There are two main options: countercurrent or concurrent flow.
An important factor in determining the mean temperature differential is the directions of the flow in the heat exchanger. There are two main options: countercurrent or concurrent flow.
Countercurrent flow
The temperature difference between the two liquids is best utilized if they flow in opposite directions through the heat exchanger (Figure 6.1.8). The cold product then meets the cold heating medium at the inlet, and a progressively warmer medium as it passes through the heat exchanger. During the passage, the product is gradually heated so that the temperature is always only a few degrees below that of the heating medium at the corresponding point. This type of arrangement is called countercurrent flow.

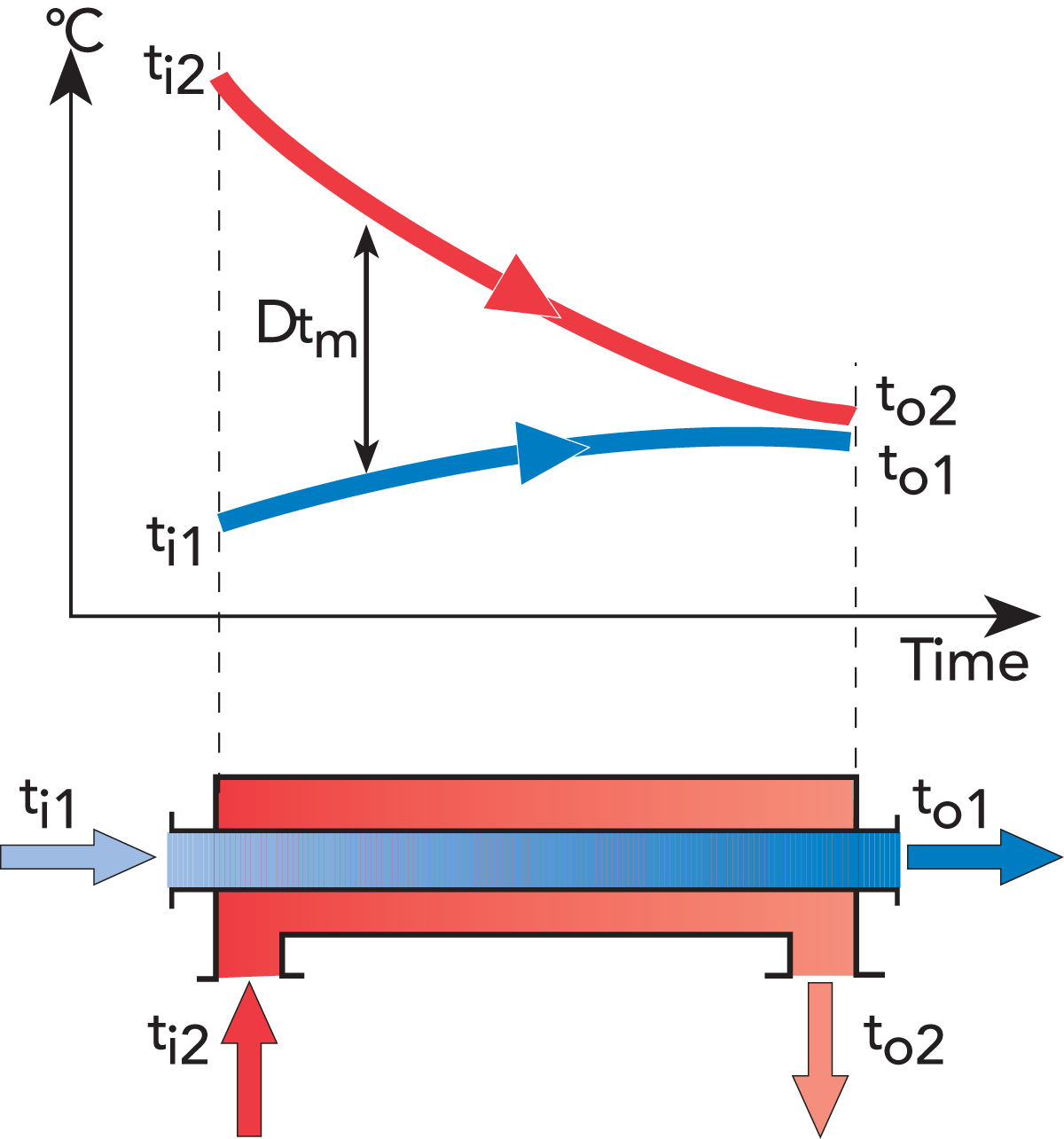
Concurrent flow
With the opposite arrangement, concurrent flow (Figure 6.1.9), both liquids enter the heat exchanger from the same end and flow in the same direction. In concurrent flow, it is impossible to heat the product to a temperature higher than that which would be obtained if the product and the heating medium were mixed. This limitation does not apply in countercurrent flow; the product can be heated to within two or three degrees of the inlet temperature of the heating medium.

OVERALL HEAT TRANSFER COEFFICIENT
This factor, k, is a measure of how efficient the heat transfer is. It tells how much heat passes through 1 m2 of the partition per 1 °C of differential temperature. The same factor is used to calculate insulation for buildings, although in that case, the object is to make k as small as possible, whereas in a heat exchanger it should be as high as possible.
This factor depends on:
- Permitted pressure drops for the liquids
- The viscosities of the liquids
- The shape and thickness of the partition
- The material of the partition
- Presence of fouling matter
Permitted pressure drops
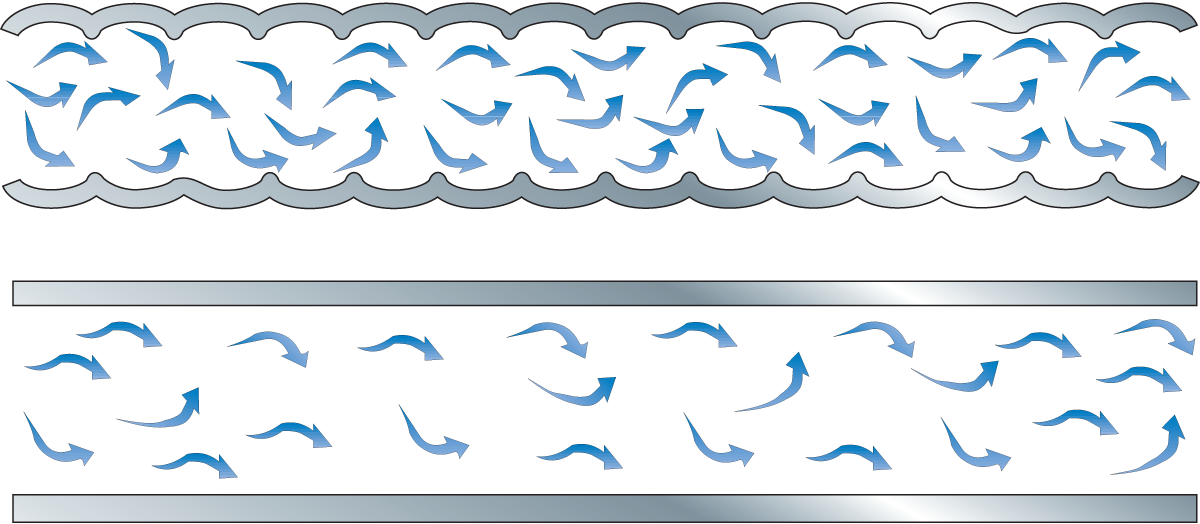
In order to increase the value of k, and improve the heat transfer, it is possible to reduce the size of the channel through which the product flows. This reduces the distance over which heat must be transferred from the partition to the centre of the channel.
At the same time, however, the cross section area of flow is reduced. This has two results:
a The flow velocity through the channel increases, which in turn means
b The flow becomes more turbulent.
a The flow velocity through the channel increases, which in turn means
b The flow becomes more turbulent.
The greater the pressure drops for product and service media, the more heat is transferred and the smaller the heat exchanger needed.
Products that are sensitive to mechanical agitation (e.g. milk fat) may, however, be damaged by violent treatment. The pressure drop across the heat exchanger also rises, so the product pressure before the heat exchanger must be increased to force the product through the narrower channels. It may then be necessary to install a booster pump. In some countries, installation of a booster pump is specified in legal requirements, basically to secure a higher pressure on the product side, and thus to prevent leakage of unpasteurized product into pasteurized product.
Products that are sensitive to mechanical agitation (e.g. milk fat) may, however, be damaged by violent treatment. The pressure drop across the heat exchanger also rises, so the product pressure before the heat exchanger must be increased to force the product through the narrower channels. It may then be necessary to install a booster pump. In some countries, installation of a booster pump is specified in legal requirements, basically to secure a higher pressure on the product side, and thus to prevent leakage of unpasteurized product into pasteurized product.
Viscosity
The viscosities of the product and the service medium are important to the dimensioning of a heat exchanger. A liquid with high viscosity develops less turbulence when it flows through the heat exchanger compared to a product with lower viscosity. This means a larger heat exchanger is needed, assuming everything else remains constant. For instance, a larger heat exchanger is needed for cream than for milk, if capacities and temperature programs are identical.
Special attention must be paid to products with non-Newtonian flow behaviour. For these products, the apparent viscosity depends not only on the temperature, but also on the shear rate. A product that seems rather thick in a tank may flow much more readily when it is pumped through pipes or a heat exchanger. The flow behaviour of such products must be measured with special instruments so that correct calculations can be made. (See also Chapter 3, Rheology.)
Special attention must be paid to products with non-Newtonian flow behaviour. For these products, the apparent viscosity depends not only on the temperature, but also on the shear rate. A product that seems rather thick in a tank may flow much more readily when it is pumped through pipes or a heat exchanger. The flow behaviour of such products must be measured with special instruments so that correct calculations can be made. (See also Chapter 3, Rheology.)
SHAPE AND THICKNESS OF THE PARTITION
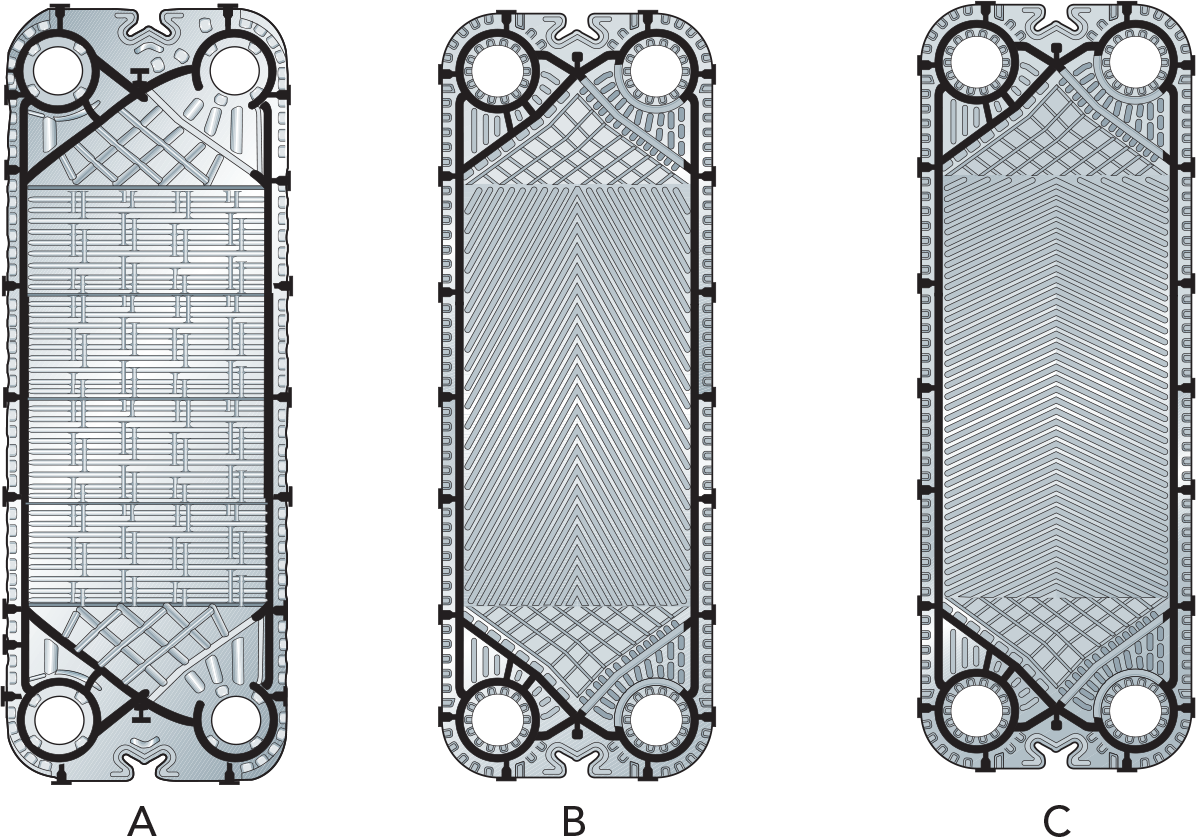
The partition is often corrugated to create a more turbulent flow, which results in better heat transfer. Figure 6.1.10 shows three different designs.
Plates with different corrugations according to A) and B) in the figure, have different thermal properties and pressure drops. With these two plate types, three different channels can be formed. This gives the possibility to optimize the heat transfer/pressure drop relation for a certain duty.
Figure C) shows a plate with a completely different corrugation. The number of contact points is reduced to make it possible to run liquids with particles or fibres of limited size.
The thickness is also important. The thinner the partition, the better the heat transfer. But this must be balanced against the need for the partition to be strong enough to withstand the pressure of the liquids. Modern plates are designed with metal to metal contact points that gives a good pressure resistance also for thin plates.
The heat transfer in tubular heat exchangers can be improved by corrugation of the inner tubes (Figure 6.1.11). This will however also give a higher pressure drop. Smooth or corrugated tubes are chosen in order to optimize the heat transfer/pressure drop relation.
Plates with different corrugations according to A) and B) in the figure, have different thermal properties and pressure drops. With these two plate types, three different channels can be formed. This gives the possibility to optimize the heat transfer/pressure drop relation for a certain duty.
Figure C) shows a plate with a completely different corrugation. The number of contact points is reduced to make it possible to run liquids with particles or fibres of limited size.
The thickness is also important. The thinner the partition, the better the heat transfer. But this must be balanced against the need for the partition to be strong enough to withstand the pressure of the liquids. Modern plates are designed with metal to metal contact points that gives a good pressure resistance also for thin plates.
The heat transfer in tubular heat exchangers can be improved by corrugation of the inner tubes (Figure 6.1.11). This will however also give a higher pressure drop. Smooth or corrugated tubes are chosen in order to optimize the heat transfer/pressure drop relation.


MATERIAL OF THE PARTITION
For food processing, the normal material is stainless steel, which has fairly good heat transfer characteristics.
PRESENCE OF FOULING MATTER
Most dairy products are sensitive to heating, which must therefore be done very carefully to avoid changes in the products. Proteins will coagulate and encrust the inside of a hot saucepan, if it is used to heat milk. The same thing happens in heat exchangers if the heat transfer surface is too hot.
The differential temperature between heating medium and product should therefore be as small as possible, normally 2 – 3 °C above the pasteurization temperature. If the surface is too hot, in relation to the product, there is a risk that proteins in the milk will coagulate and be deposited in a thin layer on the partitions. Heat must then also be transferred through this layer, which will cause the value of the overall heat transfer coefficient k to drop.
The differential temperature between heating medium and product will then no longer be sufficient to transfer the same amount of heat as before, and the temperature at the product outlet will drop. This can be compensated for by increasing the temperature of the heating medium, but this also raises the temperature of the heat transfer surface so that more protein coagulates on the surface, the thickness of the crust increases and the value of k drops still more.
The value of k is also affected by an increase or decrease of the flow rate through the heat exchanger, as this affects the flow characteristics. Increasing the flow rate makes the flow more turbulent and increases the value of k. Throttling the flow makes it less turbulent and reduces the value of k. It is therefore normally desirable to avoid variations in the flow rate through a heat exchanger, but for economic reasons, it might be necessary to accept some variations in certain types of production.
Example: In the previously considered case of the cheese milk heater, the heat transfer coefficient can be assumed to be about 5,000 W/m2, K, if a plate heat exchanger made of thin stainless steel is used and the plates are not much fouled.
The differential temperature between heating medium and product should therefore be as small as possible, normally 2 – 3 °C above the pasteurization temperature. If the surface is too hot, in relation to the product, there is a risk that proteins in the milk will coagulate and be deposited in a thin layer on the partitions. Heat must then also be transferred through this layer, which will cause the value of the overall heat transfer coefficient k to drop.
The differential temperature between heating medium and product will then no longer be sufficient to transfer the same amount of heat as before, and the temperature at the product outlet will drop. This can be compensated for by increasing the temperature of the heating medium, but this also raises the temperature of the heat transfer surface so that more protein coagulates on the surface, the thickness of the crust increases and the value of k drops still more.
The value of k is also affected by an increase or decrease of the flow rate through the heat exchanger, as this affects the flow characteristics. Increasing the flow rate makes the flow more turbulent and increases the value of k. Throttling the flow makes it less turbulent and reduces the value of k. It is therefore normally desirable to avoid variations in the flow rate through a heat exchanger, but for economic reasons, it might be necessary to accept some variations in certain types of production.
Example: In the previously considered case of the cheese milk heater, the heat transfer coefficient can be assumed to be about 5,000 W/m2, K, if a plate heat exchanger made of thin stainless steel is used and the plates are not much fouled.
The other factors in the formula shown on page 89 are:
Flow rate, l/h = 20,000
Density, kg/m3 = 1 020
Specific heat, kJ/kg, K = 3.95
Temperature change, °C = 30
Temperature difference, °C = 20.8
Heat transfer coefficient, W /m2, K = 5,000
Flow rate, l/h = 20,000
Density, kg/m3 = 1 020
Specific heat, kJ/kg, K = 3.95
Temperature change, °C = 30
Temperature difference, °C = 20.8
Heat transfer coefficient, W /m2, K = 5,000
The necessary heat transfer surface can be calculated as:
This is to be considered as a theoretical value. In actual practice the sensitive nature of the product and the process demands must also be considered. Two such factors, not included in the formula, are requirements for cleanability and running time.
This is to be considered as a theoretical value. In actual practice the sensitive nature of the product and the process demands must also be considered. Two such factors, not included in the formula, are requirements for cleanability and running time.

CLEANABILITY REQUIREMENT
A heat exchanger in a dairy must be cleaned at the end of a production cycle. This is done by circulating detergents the same way as the milk. The cleaning process is described separately in Chapter 21.
To achieve efficient cleaning, the heat exchanger must be designed not only to meet the required temperature program, but also with cleaning in mind.
If some passages in the heat exchanger are very wide, i.e. have several parallel channels, the turbulence during cleaning may not be enough to remove fouling deposits effectively. On the other hand, if some passages are very narrow, i.e. few parallel channels, the turbulence may be so high that the pressure drop will be very great. Such a high pressure drop may reduce the flow velocity of the cleaning solution, thereby reducing its effectiveness. A heat exchanger must thus be designed to allow effective cleaning.
When liquids with particles or fibres have been run, back flush is normally needed during cleaning. Back flush means that the flow is reversed during some phases of the cleaning programme.
To achieve efficient cleaning, the heat exchanger must be designed not only to meet the required temperature program, but also with cleaning in mind.
If some passages in the heat exchanger are very wide, i.e. have several parallel channels, the turbulence during cleaning may not be enough to remove fouling deposits effectively. On the other hand, if some passages are very narrow, i.e. few parallel channels, the turbulence may be so high that the pressure drop will be very great. Such a high pressure drop may reduce the flow velocity of the cleaning solution, thereby reducing its effectiveness. A heat exchanger must thus be designed to allow effective cleaning.
When liquids with particles or fibres have been run, back flush is normally needed during cleaning. Back flush means that the flow is reversed during some phases of the cleaning programme.
RUNNING TIME REQUIREMENT
Some fouling always occurs when milk products are heated to a temperature above 65 °C. This means that there will always be a limited running time before the pasteurizer must be stopped for cleaning.
The length of the running time is difficult, not to say impossible, to predict, as it is determined by the amount of fouling formed.
The length of the running time is difficult, not to say impossible, to predict, as it is determined by the amount of fouling formed.
The rate of buildup of fouling depends on many factors such as:
- Temperature difference between product and heating medium
- Milk quality
- Air content of the product
- Pressure conditions in the heating section
It is especially important to keep the air content as low as possible. Excess air in the product will greatly contribute to increased fouling. Under certain conditions, the running time may also be limited by growth of microorganisms in the downstream part of the regenerative section of a plate heat exchanger. This is however rare; when it occurs it is usually related to the pre-treatment of the milk.
All this together makes it important to allow for cleaning at regular intervals when making production plans for pasteurizers.
All this together makes it important to allow for cleaning at regular intervals when making production plans for pasteurizers.
REGENERATION
The method of using the heat of a hot liquid, such as pasteurized milk, to pre-heat cold incoming milk is called regeneration. The cold milk also serves to cool the hot, thus economizing on water and energy. Regeneration efficiencies of up to 95 % can be achieved in efficient, modern pasteurisation plants.
We can take the simplest operating profile – heat treatment of raw milk – as an example. Using the formula:
We can take the simplest operating profile – heat treatment of raw milk – as an example. Using the formula:

where Values in this example
R = regenerative efficiency, %
tr = milk temperature after regeneration, °C 68
ti = temperature of raw incoming milk, °C 4
tp = pasteurization temperature, °C 72
R = regenerative efficiency, %
tr = milk temperature after regeneration, °C 68
ti = temperature of raw incoming milk, °C 4
tp = pasteurization temperature, °C 72
HOLDING

Correct heat treatment requires that the milk is held for a specified time at pasteurization temperature. This is done in an external holding cell.
A holding cell usually consists of a pipe arranged in a spiral or zig-zag pattern and is often covered by a metal shroud to prevent people from being burned if they touch it. The shroud will also reduce the heat losses to the surrounding air. The length of the pipe and flow rate are calculated so that the time in the holding cell is equal to the required holding time.
Accurate control of the flow rate is essential because the holding equipment is dimensioned for a specified holding time at a given flow rate. The holding time changes in inverse proportion to the flow rate in the holding cell.
Holding sections built into the plate heat exchanger were used earlier, but external holding cells are used almost exclusively nowadays.
A holding cell usually consists of a pipe arranged in a spiral or zig-zag pattern and is often covered by a metal shroud to prevent people from being burned if they touch it. The shroud will also reduce the heat losses to the surrounding air. The length of the pipe and flow rate are calculated so that the time in the holding cell is equal to the required holding time.
Accurate control of the flow rate is essential because the holding equipment is dimensioned for a specified holding time at a given flow rate. The holding time changes in inverse proportion to the flow rate in the holding cell.
Holding sections built into the plate heat exchanger were used earlier, but external holding cells are used almost exclusively nowadays.
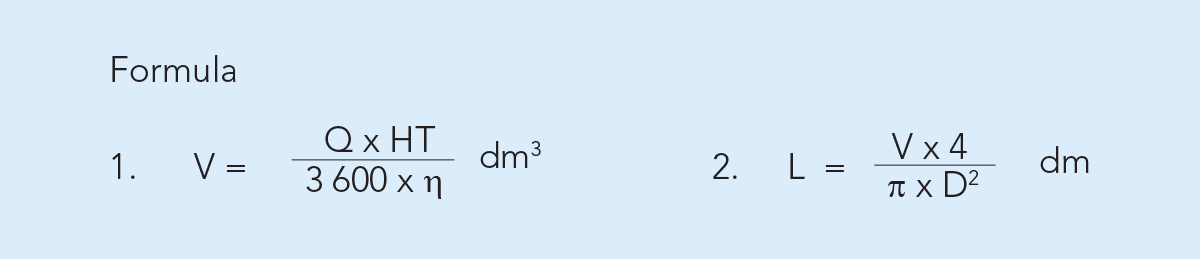
CALCULATION OF HOLDING TIME

The appropriate tube length for the required holding time can be calculated when the hourly capacity and the inner diameter of the holding tube are known. As the velocity profile in the holding tube is not uniform, some milk molecules will move faster than the average. To ensure that even the fastest molecule is sufficiently pasteurized, an efficiency factor must be used. This factor depends on the design of the holding tube, but is often in the range of 0.8 – 0.9 if the flow is turbulent. For more viscous fluids, the flow might be laminar and then the efficiency factor is lower.
Data required for calculation:
Q = flow rate at pasteurization, l/h
HT = holding time in seconds
L = length of holding tube in dm, corresponding to Q and HT
D = inner diameter of holding tube in dm, to be known or adapted to the other pipework
V = volume of milk in l or dm3 corresponding to Q and HT
η = efficiency factor
Example: A holding time (HT) of 15 sec is required in a pasteurization plant with a capacity (Q) of 10 000 l/h. The inner diameter (D) of the pipe to be used is 48.5 mm = 0.485 dm. Calculate the length (L) of the holding tube, with the efficiency factor of 0.85.
Q = flow rate at pasteurization, l/h
HT = holding time in seconds
L = length of holding tube in dm, corresponding to Q and HT
D = inner diameter of holding tube in dm, to be known or adapted to the other pipework
V = volume of milk in l or dm3 corresponding to Q and HT
η = efficiency factor
Example: A holding time (HT) of 15 sec is required in a pasteurization plant with a capacity (Q) of 10 000 l/h. The inner diameter (D) of the pipe to be used is 48.5 mm = 0.485 dm. Calculate the length (L) of the holding tube, with the efficiency factor of 0.85.

The length of the holding tube should be about 26.5 m.
DIFFERENT TYPES OF HEAT EXCHANGERS
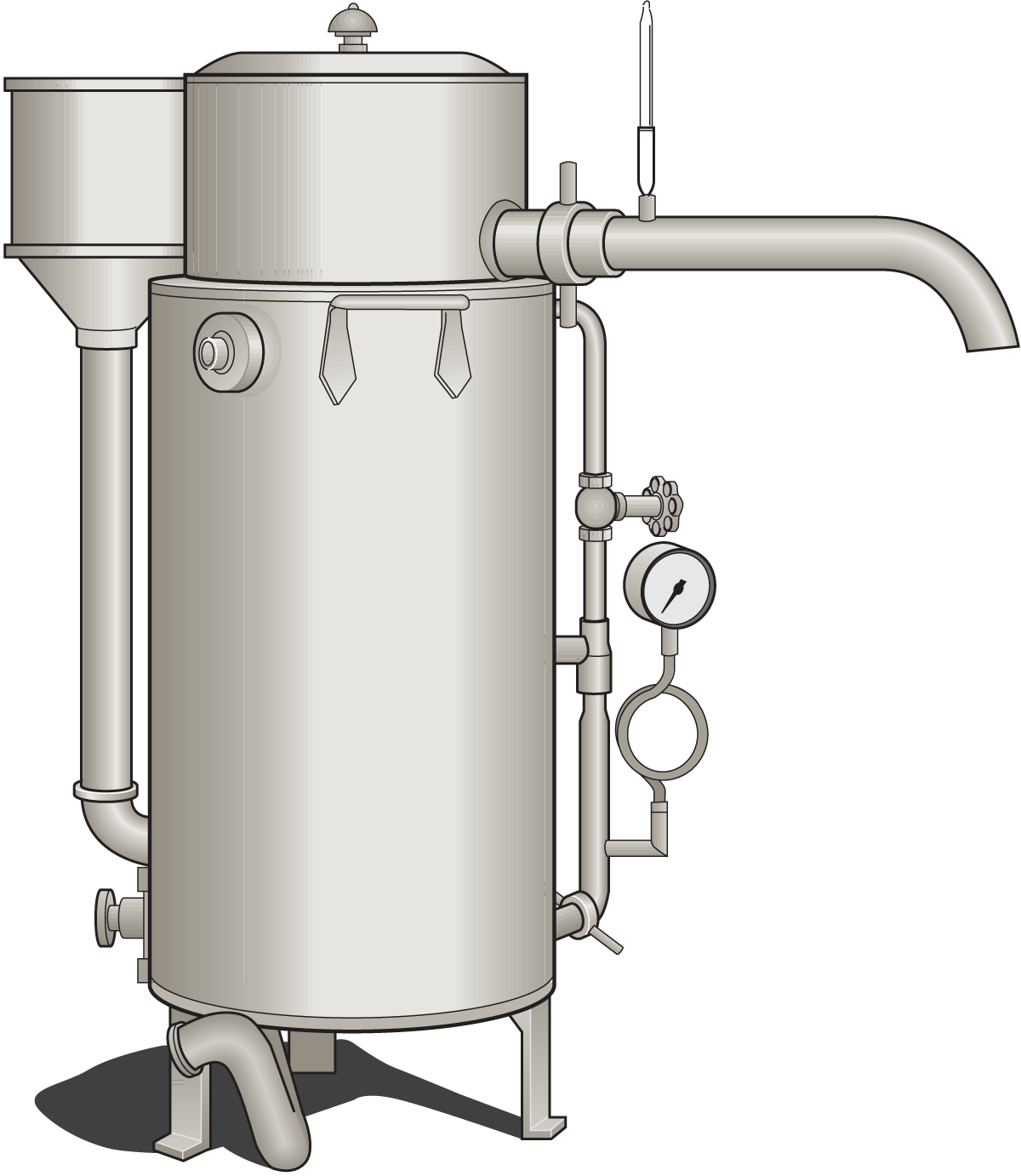
The most widely used type of equipment at the end of the 19th century was the heater, one type of which is shown in Figure 6.1.14. Despite its many shortcomings, this heat exchanger model was still in use in some dairies even in the 1950s.
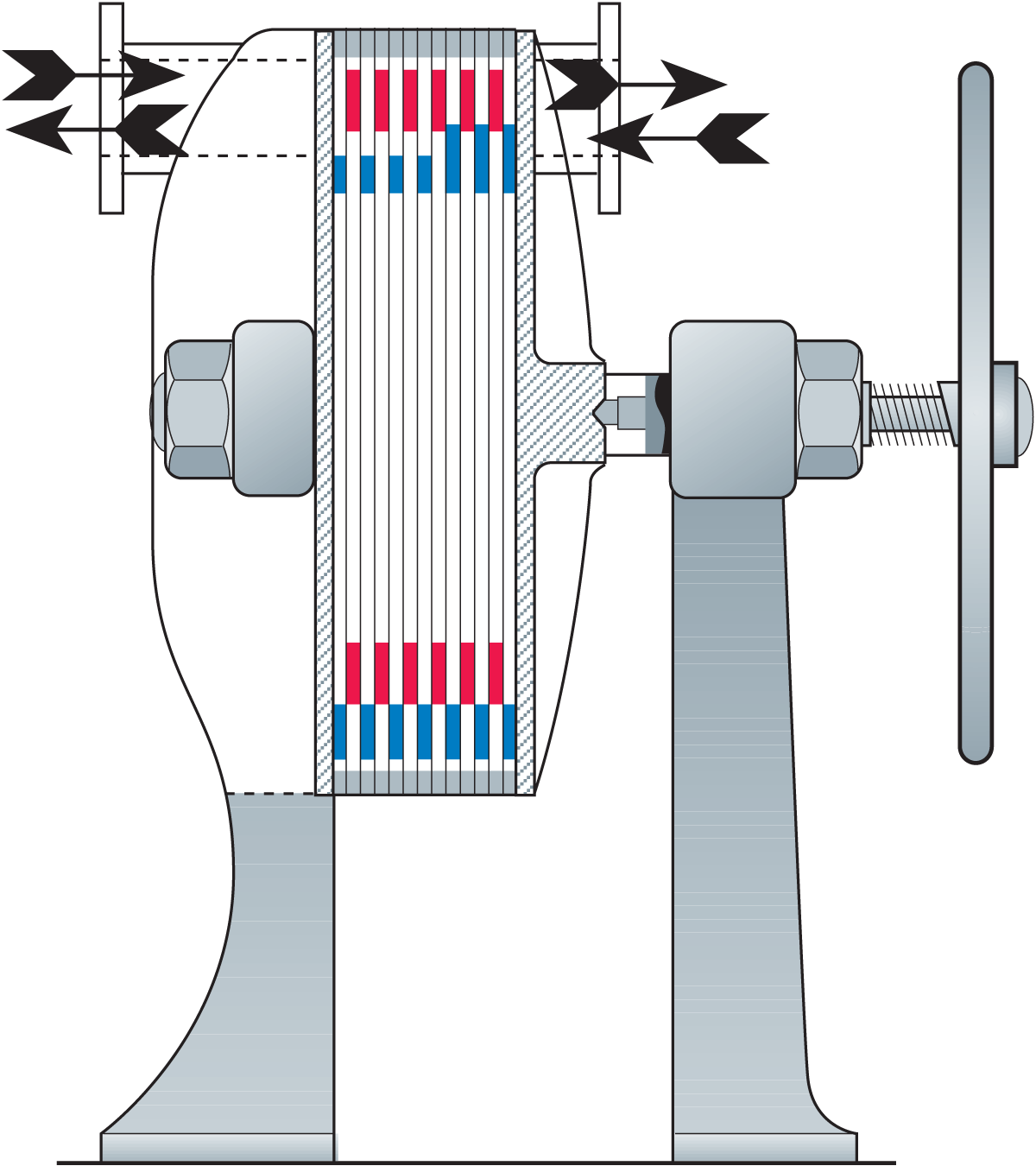
In 1878 a German, Albert Dracke, was granted a patent on an apparatus in which one liquid could cool another by each flowing in a layer on opposite sides of series of plates. It is not known whether any such patents, one of which covers the heat exchanger shown in Figure 6.1.15, ever left the drawing board. However, at the beginning of the 1920s, the old German ideas were reappraised, and a regenerative heat exchanger, based on these concepts, was launched. Since then, plate heat exchangers have assumed a predominant role for heating and cooling purposes in the dairy industry.
In 1878 a German, Albert Dracke, was granted a patent on an apparatus in which one liquid could cool another by each flowing in a layer on opposite sides of series of plates. It is not known whether any such patents, one of which covers the heat exchanger shown in Figure 6.1.15, ever left the drawing board. However, at the beginning of the 1920s, the old German ideas were reappraised, and a regenerative heat exchanger, based on these concepts, was launched. Since then, plate heat exchangers have assumed a predominant role for heating and cooling purposes in the dairy industry.
The following three types of heat exchangers are the most widely used nowadays:
- Plate heat exchanger
- Tubular heat exchanger
- Scraped-surface heat exchanger


PLATE HEAT EXCHANGERS
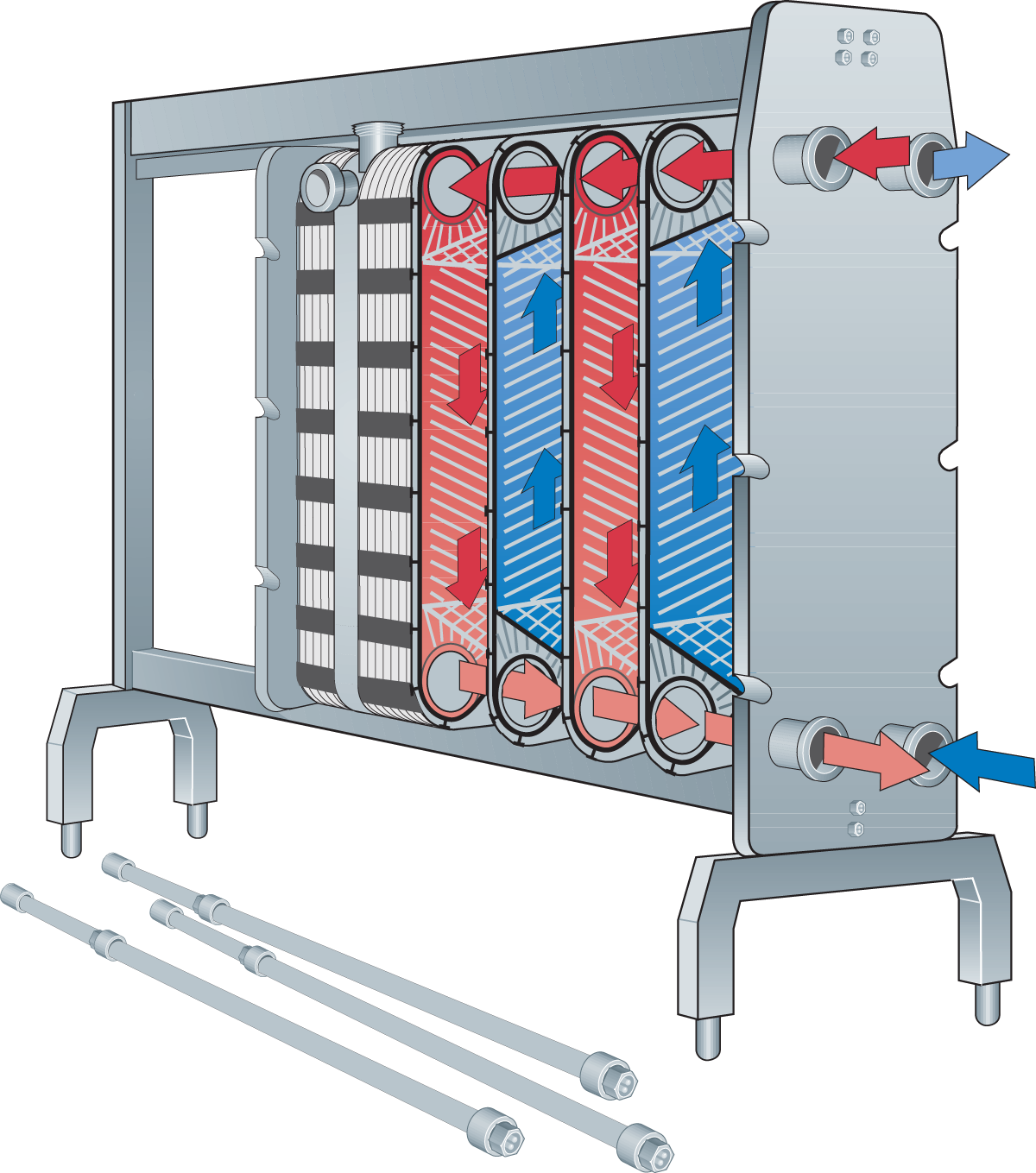
Most heat treatment of dairy products is carried out in plate heat exchangers. The plate heat exchanger (often abbreviated PHE) consists of a pack of stainless steel plates clamped in a frame.
The frame may contain several separate plate packs – sections – in which different stages of treatment, such as pre-heating, final heating and cooling take place. The heating medium is hot water, and the cooling medium cold water, ice-water or propyl glycol, depending on the required product outlet temperature.
The plates are corrugated in a pattern designed for optimum heat transfer. The plate pack is compressed in the frame. Supporting points on the corrugations hold the plates apart, so that thin channels are formed between them.
The liquids enter and leave the channels through holes in the corners of the plates. Varying patterns of open and blind holes route the liquids from one channel to the next.
Gaskets around the edges of the plates and around the holes form the boundaries of the channels and prevent external leakage and internal mixing.
The frame may contain several separate plate packs – sections – in which different stages of treatment, such as pre-heating, final heating and cooling take place. The heating medium is hot water, and the cooling medium cold water, ice-water or propyl glycol, depending on the required product outlet temperature.
The plates are corrugated in a pattern designed for optimum heat transfer. The plate pack is compressed in the frame. Supporting points on the corrugations hold the plates apart, so that thin channels are formed between them.
The liquids enter and leave the channels through holes in the corners of the plates. Varying patterns of open and blind holes route the liquids from one channel to the next.
Gaskets around the edges of the plates and around the holes form the boundaries of the channels and prevent external leakage and internal mixing.

FLOW PATTERNS
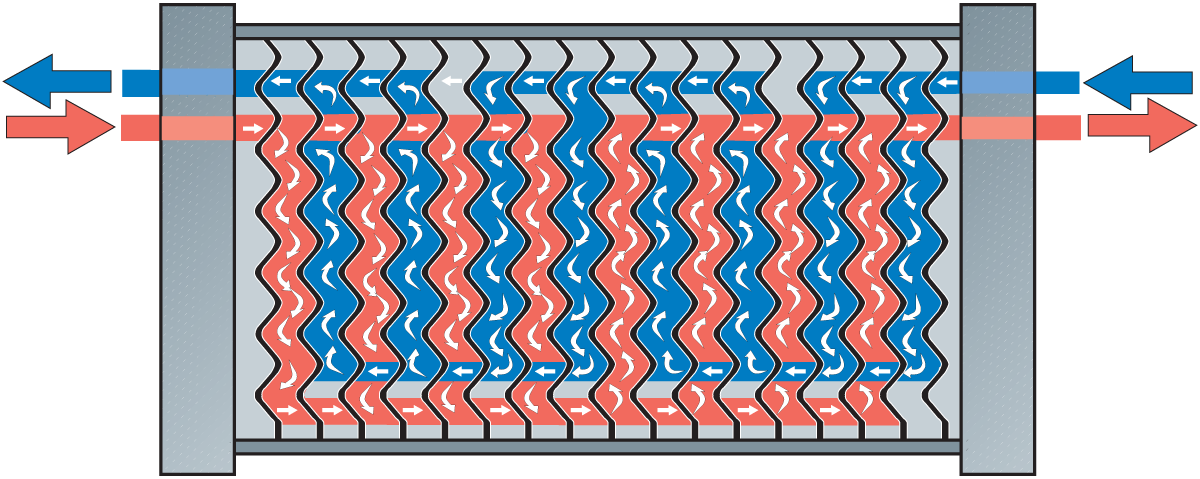
The product is introduced through a corner hole into the first channel of the section and flows vertically through the channel. It leaves at the other end through a separately gasketed corner passage. The arrangement of the corner passages is such that the product flows through alternate channels in the plate pack.
The service (heating or cooling) medium is introduced at the other end of the section and passes, in the same way, through alternate plate channels. Each product channel consequently has service medium channels on both sides.
For efficient heat transfer, the channels between the plates should be as narrow as possible; but both flow velocity and pressure drop will be high if a large volume of product must pass through these narrow channels. Neither of these effects is desirable and, to eliminate them, the passage of the product through the heat exchanger may be divided into a number of parallel flows.
In Figure 6.1.17 the blue product flow is divided into two parallel flows, which change direction four times in the section. The channels for the red heating medium are divided into four parallel flows, which change direction twice.
This combination is written as 4 x 2 / 2 x 4, i.e. the number of passes, the number of parallel flows for the blue product, the number of passes, and the number of parallel flows for the red service medium. This is called the grouping of the plates.
The service (heating or cooling) medium is introduced at the other end of the section and passes, in the same way, through alternate plate channels. Each product channel consequently has service medium channels on both sides.
For efficient heat transfer, the channels between the plates should be as narrow as possible; but both flow velocity and pressure drop will be high if a large volume of product must pass through these narrow channels. Neither of these effects is desirable and, to eliminate them, the passage of the product through the heat exchanger may be divided into a number of parallel flows.
In Figure 6.1.17 the blue product flow is divided into two parallel flows, which change direction four times in the section. The channels for the red heating medium are divided into four parallel flows, which change direction twice.
This combination is written as 4 x 2 / 2 x 4, i.e. the number of passes, the number of parallel flows for the blue product, the number of passes, and the number of parallel flows for the red service medium. This is called the grouping of the plates.

TUBULAR HEAT EXCHANGERS
Tubular heat exchangers (THE) are in some cases used for pasteurization and UHT treatment of dairy products. The tubular heat exchanger (Figure 6.1.18), unlike plate heat exchangers, has no contact points in the product channel and can thus handle products with particles up to a certain size. The maximum particle size depends on the diameter of the tube. The tubular heat exchanger can also run longer between cleanings than the plate heat exchanger in UHT treatment.
Compared to a plate heat exchanger, a higher flow velocity is needed to create efficient heat transfer in a tubular heat exchanger.
Tubular heat exchangers are available in two fundamentally different types; multi/mono tube and concentric tube.
Compared to a plate heat exchanger, a higher flow velocity is needed to create efficient heat transfer in a tubular heat exchanger.
Tubular heat exchangers are available in two fundamentally different types; multi/mono tube and concentric tube.

Multi/mono tube
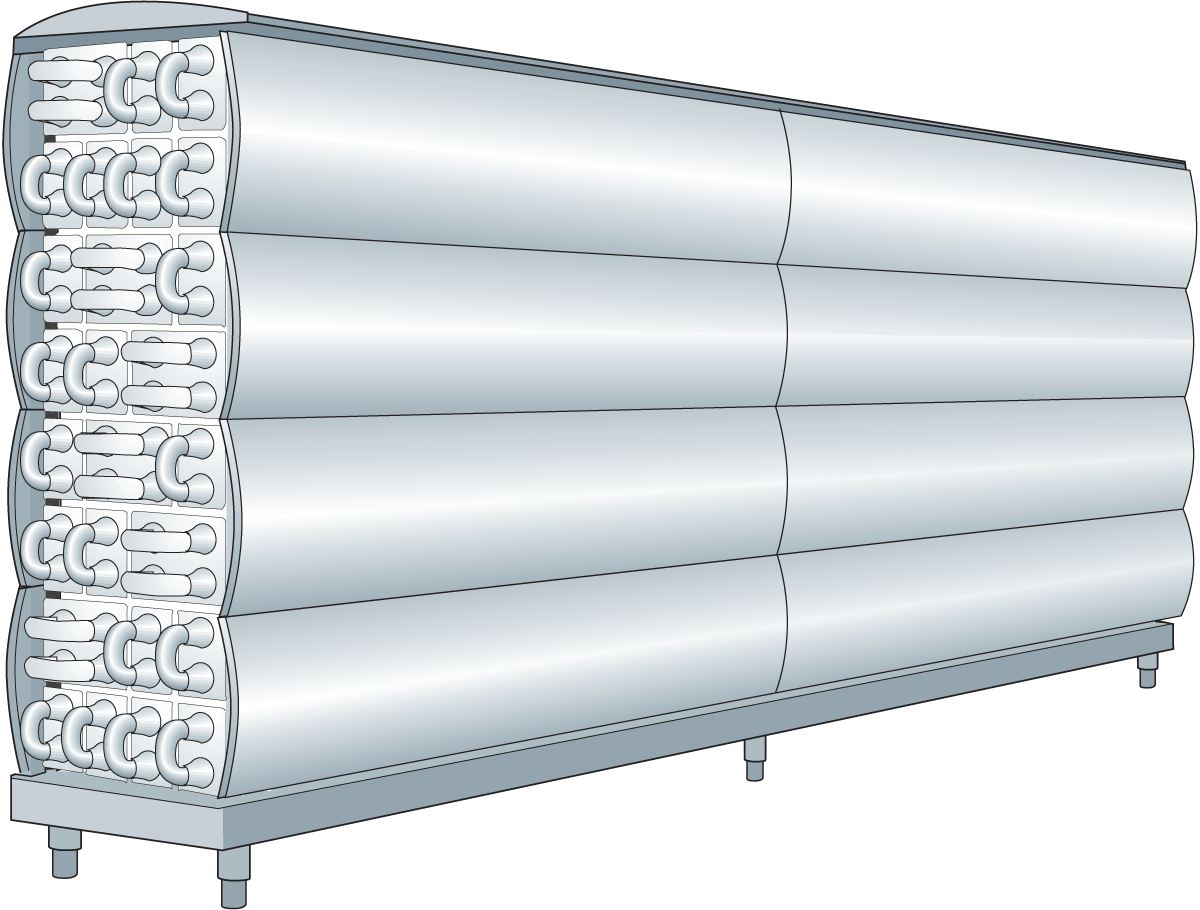
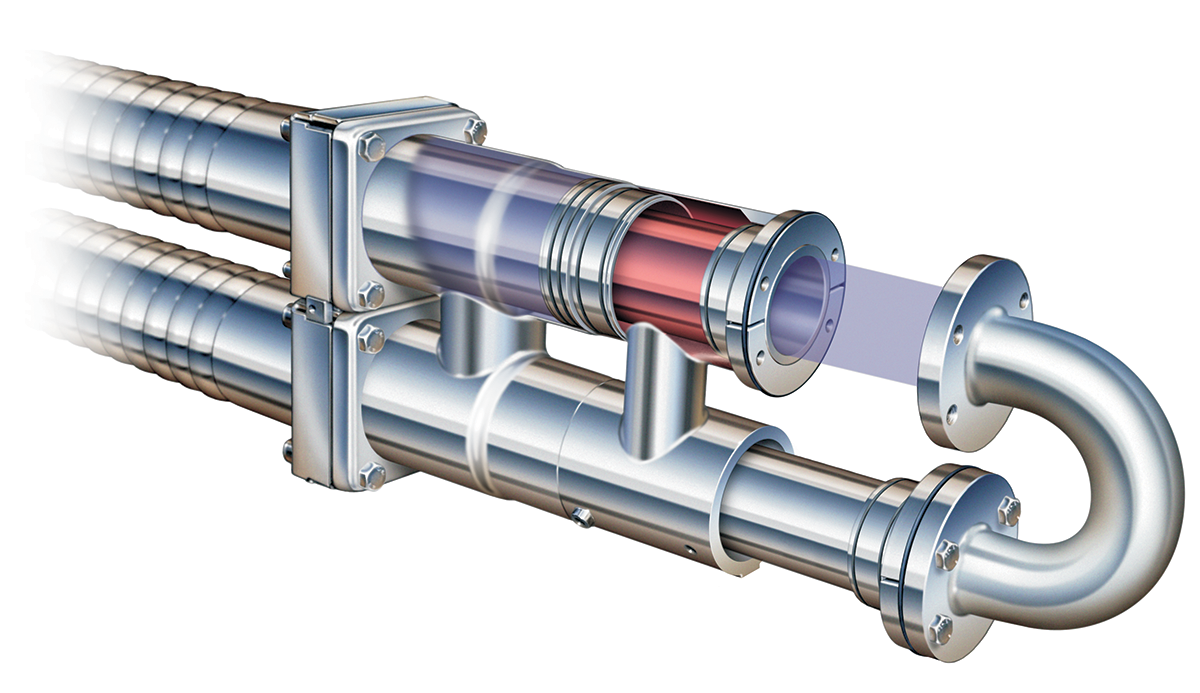
The multitube tubular heat exchanger operates on the classic shell and tube principle, with the product flowing through a group of parallel tubes and the service medium between and around the tubes. Turbulence for efficient heat transfer is created by helical corrugations on the tubes and shell.
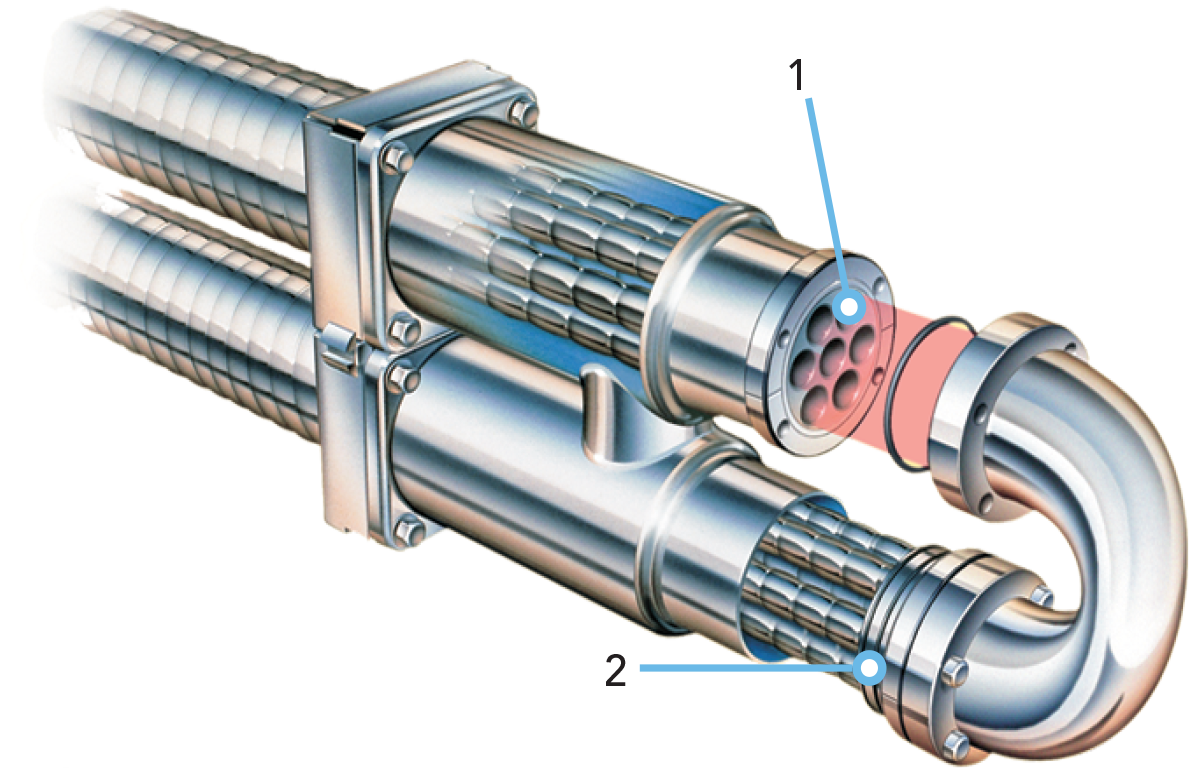
The heat transfer surface consists of a bundle of straight corrugated or smooth tubes (1) welded into tube plates at both ends (Figures 6.1.19 and 6.1.20). The tube plates are in turn sealed against the outer shell by a double O-ring construction (2) (floating design). This design allows the product tubes to be taken out of the shell by unscrewing the end bolts. This makes the unit strippable for inspection.
The floating design absorbs thermal expansion and the product tube bundles in the shell can be changed, allowing different combinations to be used for different applications.
Direct product to product heat recovery can be utilized in a multitube with special design. This is due to the fact that the tube inserts can be taken out for inspection also on the shell side.
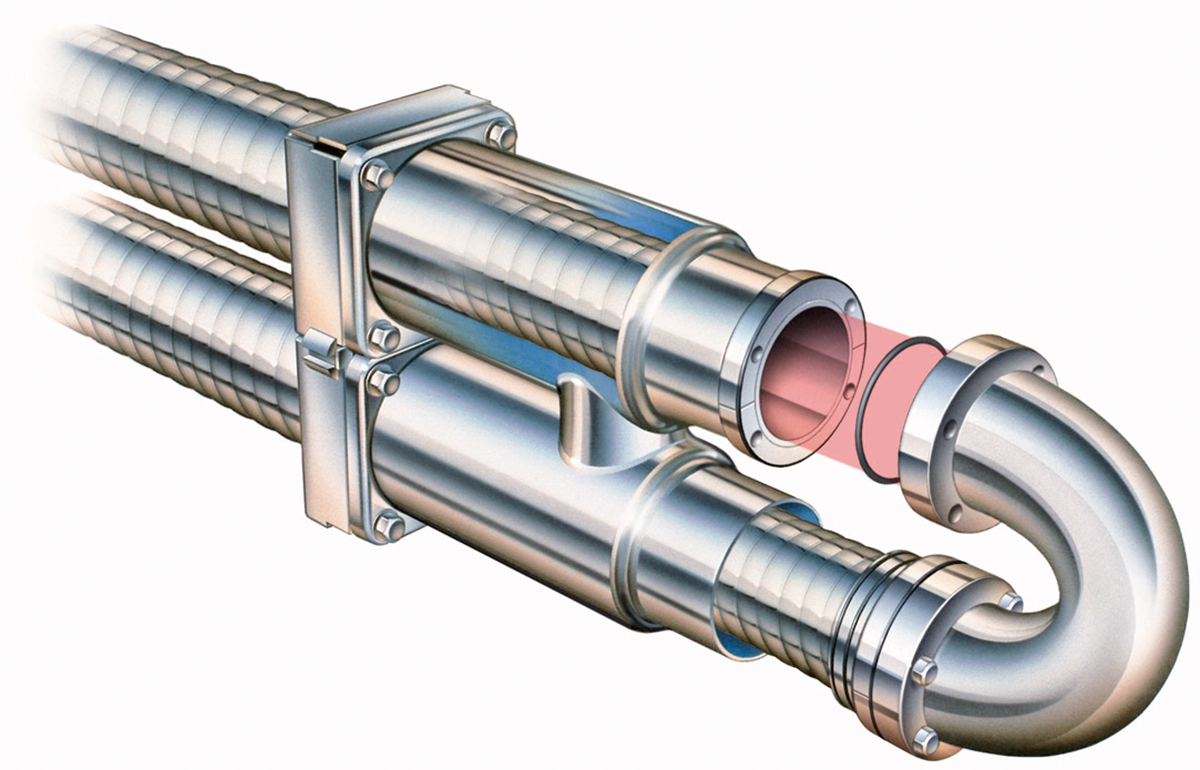
The monotube is a version with only one inner tube, which will permit particles with a diameter up to 50 mm to pass.
Multi/mono tubes are well suited for processes operating at very high pressures and high temperatures.
The heat transfer surface consists of a bundle of straight corrugated or smooth tubes (1) welded into tube plates at both ends (Figures 6.1.19 and 6.1.20). The tube plates are in turn sealed against the outer shell by a double O-ring construction (2) (floating design). This design allows the product tubes to be taken out of the shell by unscrewing the end bolts. This makes the unit strippable for inspection.
The floating design absorbs thermal expansion and the product tube bundles in the shell can be changed, allowing different combinations to be used for different applications.
Direct product to product heat recovery can be utilized in a multitube with special design. This is due to the fact that the tube inserts can be taken out for inspection also on the shell side.
The monotube is a version with only one inner tube, which will permit particles with a diameter up to 50 mm to pass.
Multi/mono tubes are well suited for processes operating at very high pressures and high temperatures.



Concentric tube
The heat exchanger surface of a concentric tubular heat exchanger, shown in Figure 6.1.21, consists of straight tubes of different diameters concentrically located. This design gives an efficient heating or cooling as there is heating/cooling media on both sides of the annular product channel. The product channel is available with different depth to meet the requirements for products with particles.
The concentric tube is designed with floating tubes to absorb thermal expansion and to make it possible to inspect both product and media channels.
A concentric tube is especially well suited for high viscous fluids with strong non-Newtonian flow behaviour.
The concentric tube is designed with floating tubes to absorb thermal expansion and to make it possible to inspect both product and media channels.
A concentric tube is especially well suited for high viscous fluids with strong non-Newtonian flow behaviour.
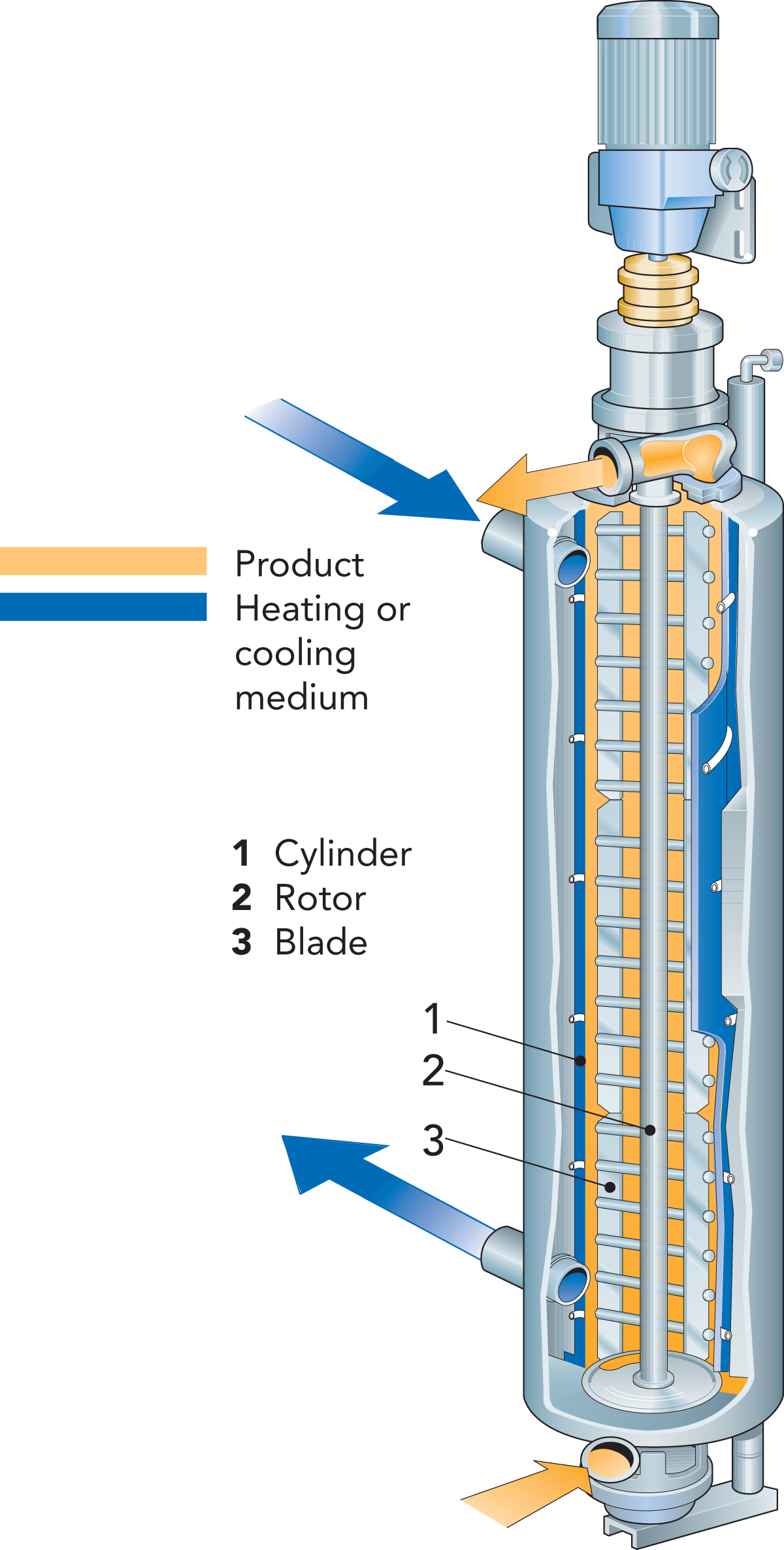
SCRAPED-SURFACE HEAT EXCHANGER
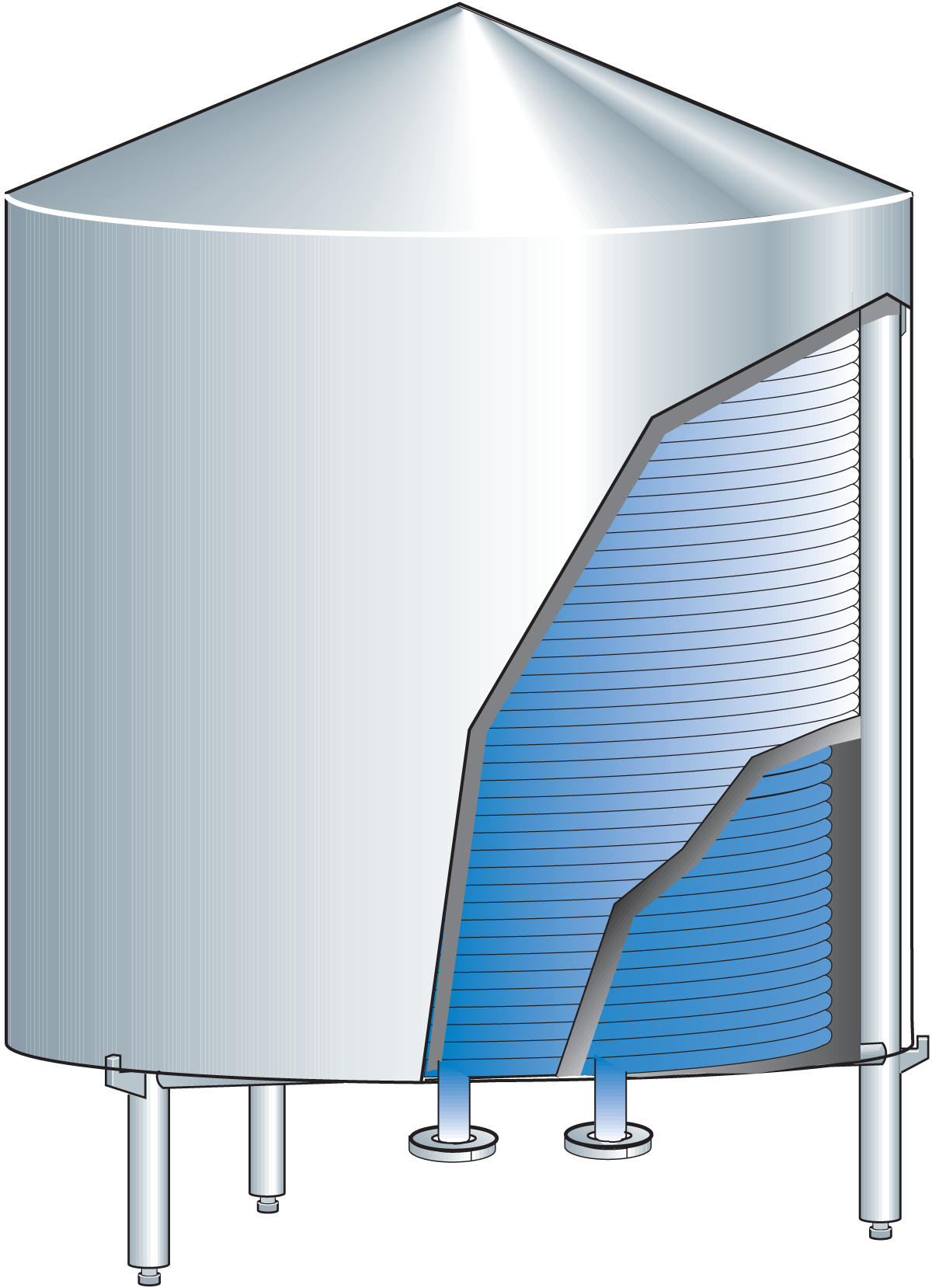
The scraped-surface heat exchanger (Figure 6.1.22), is designed for heating and cooling of viscous, sticky and lumpy products and for crystallization of products. All products that can be pumped can also be treated.
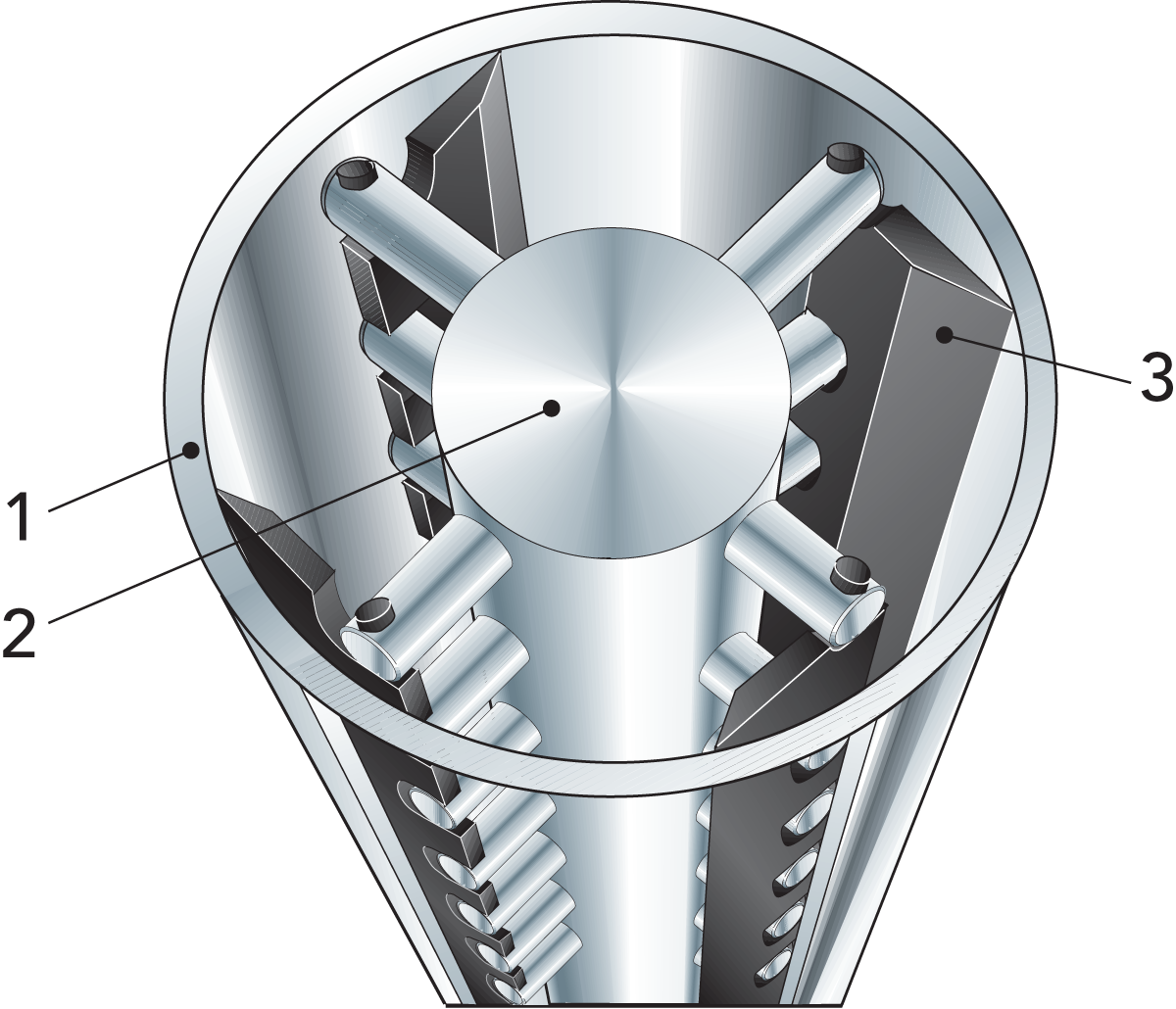
A scraped surface heat exchanger consists of a cylinder (1) through which the product is pumped in countercurrent flow to the service medium in the surrounding jacket. Exchangeable rotors (2) of various diameters, and varying pin/blade (3) configurations allow adaptation to different applications. Smaller diameter rotors allow larger particles to pass through the cylinder, while larger diameter rotors result in shorter residence time and improved thermal performance.
The product enters the vertical cylinder through the lower port and continuously flows upwards through the cylinder. At process start-up, all the air is completely purged ahead of the product, allowing complete and uniform product coverage of the heating or cooling surface.
The rotating blades continually remove the product from the cylinder wall (Figure 6.1.23), to ensure uniform heat transfer to the product. In addition, the surface is kept free from deposits.
The product exits the cylinder via the upper port. Product flow and rotor speed are varied to suit the properties of the product flowing through the cylinder.
At shut-down, thanks to the vertical design, the product can be displaced by water with minimum intermixing, which helps assure product recovery at the end of every run. Following this, complete drainage facilitates CIP and product changeover.
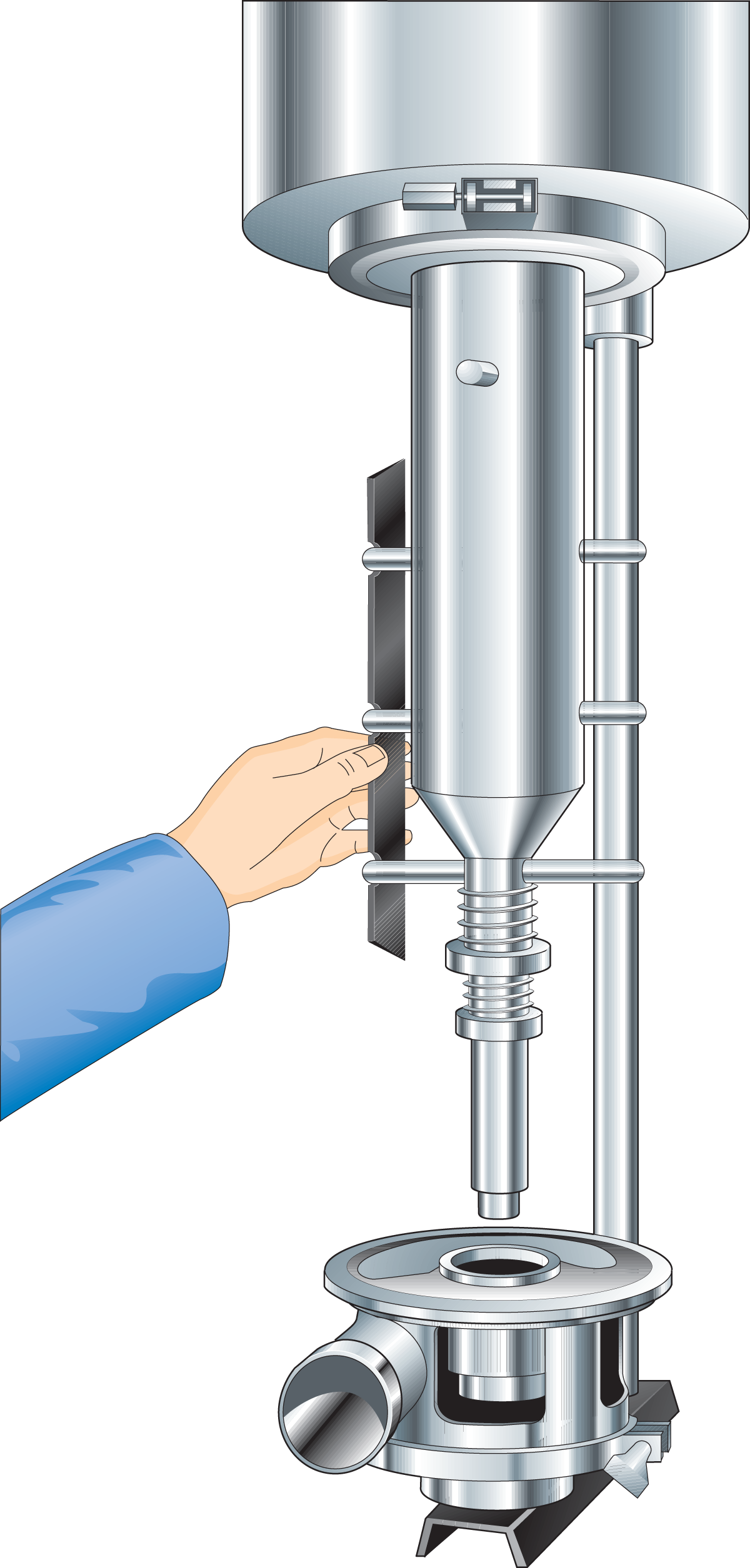
As mentioned above, rotor and blades are exchangeable, an operation that is possible due to the automatic hydraulic lift that facilitates raising and lowering the rotor/blade assembly, (Figure 6.1.24).
Typical products treated in the scraped-surface heat exchanger are jams, sweets, dressings, chocolate and peanut butter. It is also used for fats and oils for crystallization of margarine and shortenings, etc.
The scraped-surface heat exchanger is also available in versions designed for aseptic processing.
Two or more vertical-type scraped-surface heat exchangers can be linked in series or parallel to give a greater heat transfer surface depending on the processing capacity required.
A scraped surface heat exchanger consists of a cylinder (1) through which the product is pumped in countercurrent flow to the service medium in the surrounding jacket. Exchangeable rotors (2) of various diameters, and varying pin/blade (3) configurations allow adaptation to different applications. Smaller diameter rotors allow larger particles to pass through the cylinder, while larger diameter rotors result in shorter residence time and improved thermal performance.
The product enters the vertical cylinder through the lower port and continuously flows upwards through the cylinder. At process start-up, all the air is completely purged ahead of the product, allowing complete and uniform product coverage of the heating or cooling surface.
The rotating blades continually remove the product from the cylinder wall (Figure 6.1.23), to ensure uniform heat transfer to the product. In addition, the surface is kept free from deposits.
The product exits the cylinder via the upper port. Product flow and rotor speed are varied to suit the properties of the product flowing through the cylinder.
At shut-down, thanks to the vertical design, the product can be displaced by water with minimum intermixing, which helps assure product recovery at the end of every run. Following this, complete drainage facilitates CIP and product changeover.
As mentioned above, rotor and blades are exchangeable, an operation that is possible due to the automatic hydraulic lift that facilitates raising and lowering the rotor/blade assembly, (Figure 6.1.24).
Typical products treated in the scraped-surface heat exchanger are jams, sweets, dressings, chocolate and peanut butter. It is also used for fats and oils for crystallization of margarine and shortenings, etc.
The scraped-surface heat exchanger is also available in versions designed for aseptic processing.
Two or more vertical-type scraped-surface heat exchangers can be linked in series or parallel to give a greater heat transfer surface depending on the processing capacity required.



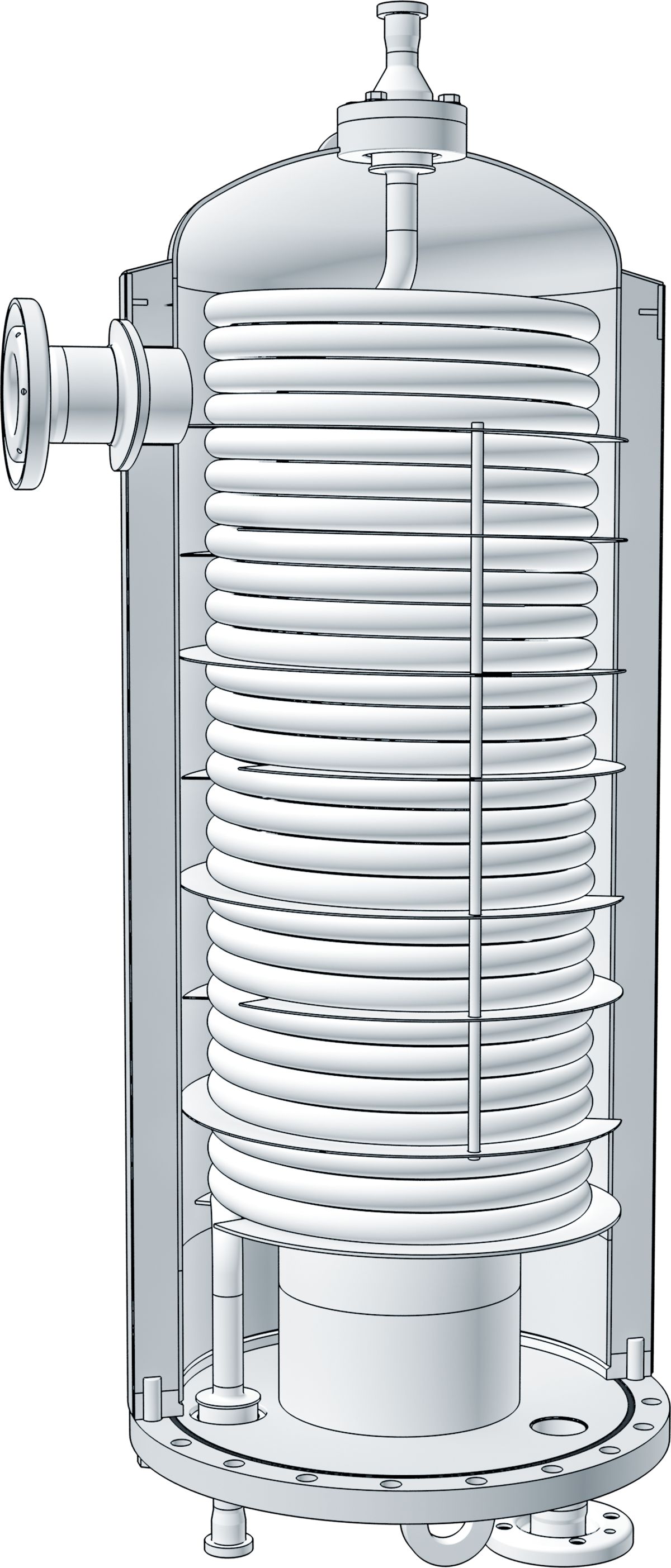
COILED HEAT EXCHANGER
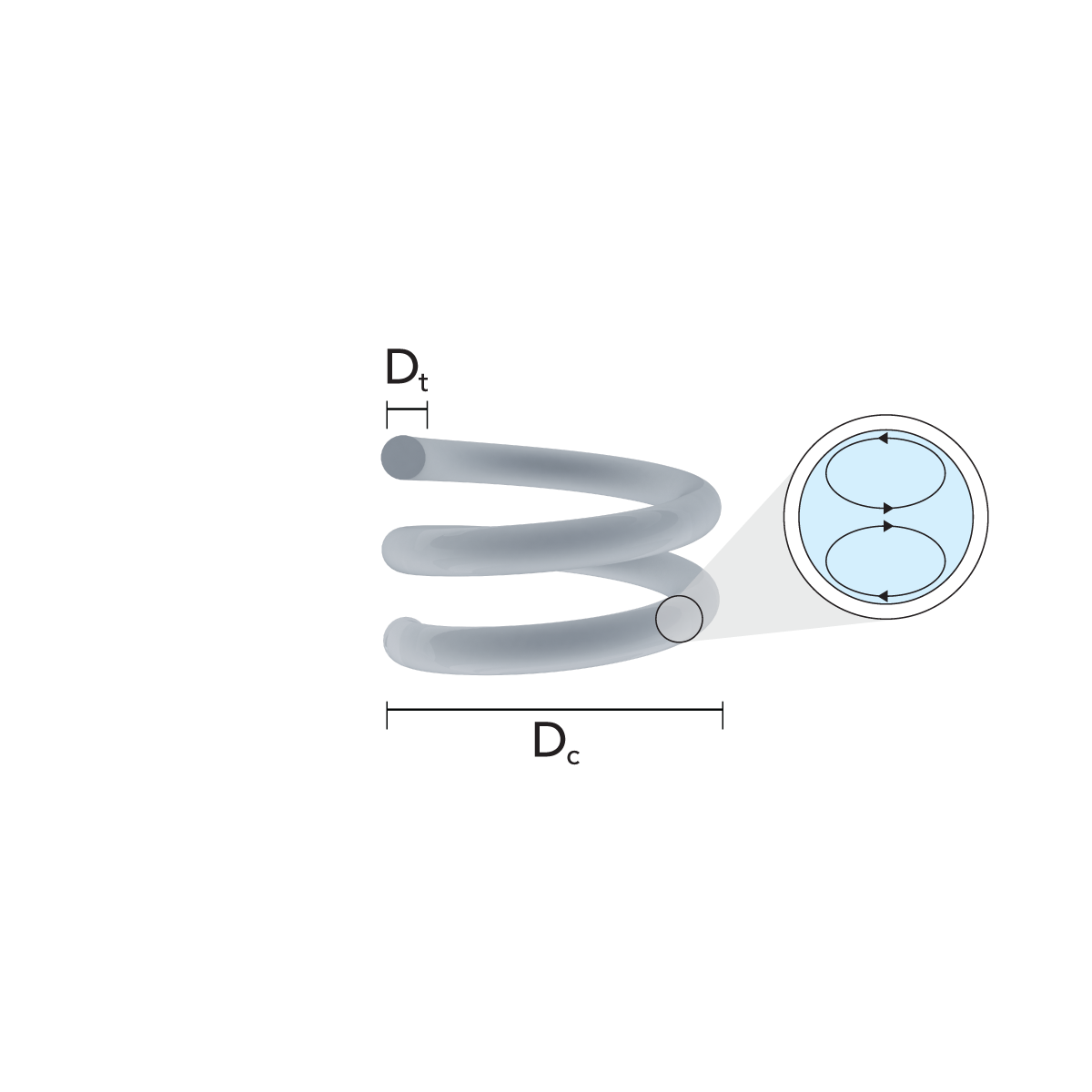
In a coiled tubular heat exchanger the product flows through a coil-shaped tube and media flows around the product tube to heat or cool the product. A unique feature of the coiled design is that it creates a secondary flow pattern at high velocity, which significantly increases the heat transfer efficiency. This secondary flow pattern is called the Dean effect.
With laminar flow in straight tubes the heat transfer to the fluid is maintained purely by heat conduction in the fluid. Therefore the heat transfer efficiency is lower than in turbulent flow where an intensive mixing takes place thus greatly increasing the heat transfer.
In coiled tubes the Dean vortices will act as ‘internal mixers’ transporting fluid elements from the tube wall into the tube centre and vice versa. The mixing procedure will greatly reduce the time needed for the desired heat transfer to take place thus reducing the length and the necessary heating surface of the heat exchanger. In addition the residence time and hence the product volumes will be decreased.
The magnitude of the heat transfer enhancement is dependent on the design of the coil, of the velocity of the fluid and of the physical properties of the fluid. The enhancement is based on the Dean number, which has to exceed 100 to give any significant effect. High Dean numbers are usually reached by high product velocities in combination with a tightly coiled tube.
The coiled mono-tube unit— between 30 and 100 metres long — has only one inlet and one outlet connection. This enables gentle mechanical treatment and ensures excellent particle integrity for particles of up to 25 mm in diameter. The unit is designed for high hygiene and easy maintenance with floating ends through the top and bottom flanges.
The coiled product tube is placed in a vertical chamber where the heating or cooling media flows. The bottom and top product tube connections are sealed by O-rings to create a system that allows movement between the product tube and the media shell. This design absorbs the effects of thermal expansion and prevents the tube from cracking. The unit is supplied with insulation to minimize heat losses and ensure operator safety. The heat exchanger dimension is selected based on each specific application – the number of units depends on desired capacity and required heat transfer area.
Typical products treated in the coiled heat exchanger are dairy based dessert puddings, tomato paste, ketchup, fruit purées and products with particles.
With laminar flow in straight tubes the heat transfer to the fluid is maintained purely by heat conduction in the fluid. Therefore the heat transfer efficiency is lower than in turbulent flow where an intensive mixing takes place thus greatly increasing the heat transfer.
In coiled tubes the Dean vortices will act as ‘internal mixers’ transporting fluid elements from the tube wall into the tube centre and vice versa. The mixing procedure will greatly reduce the time needed for the desired heat transfer to take place thus reducing the length and the necessary heating surface of the heat exchanger. In addition the residence time and hence the product volumes will be decreased.
The magnitude of the heat transfer enhancement is dependent on the design of the coil, of the velocity of the fluid and of the physical properties of the fluid. The enhancement is based on the Dean number, which has to exceed 100 to give any significant effect. High Dean numbers are usually reached by high product velocities in combination with a tightly coiled tube.
The coiled mono-tube unit— between 30 and 100 metres long — has only one inlet and one outlet connection. This enables gentle mechanical treatment and ensures excellent particle integrity for particles of up to 25 mm in diameter. The unit is designed for high hygiene and easy maintenance with floating ends through the top and bottom flanges.
The coiled product tube is placed in a vertical chamber where the heating or cooling media flows. The bottom and top product tube connections are sealed by O-rings to create a system that allows movement between the product tube and the media shell. This design absorbs the effects of thermal expansion and prevents the tube from cracking. The unit is supplied with insulation to minimize heat losses and ensure operator safety. The heat exchanger dimension is selected based on each specific application – the number of units depends on desired capacity and required heat transfer area.
Typical products treated in the coiled heat exchanger are dairy based dessert puddings, tomato paste, ketchup, fruit purées and products with particles.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
It is really very helpful for us and I have gathered some important information from this blog. You can also visit my blog at Stainless Steel 904L Fasteners Manufacturer.
RispondiEliminaGreat Content. I like the way of your presentation and really Great information about Distillation Units: Manufacturers, Suppliers, Retailer, Wholesaler in USA. If you are looking for best Distillation Unit supplier and more i would like to refer the top ranking keywords
RispondiEliminaCrystallizers are used in industries to separate liquid and solid components. They are also one of the most important parts of the processing equipments as they are capable of producing high purity products at comparatively low energy inputs
evaporators made in usa
evaporators supplier
evaporators supplier in usa
evaporators services
evaporators
Questo commento è stato eliminato dall'autore.
RispondiElimina
RispondiEliminaThough the heat exchangers are different sizes as per the machine requirements, they all function under the same basic principles. The main features of heat exchangers are flow configuration, construction method, heat transfer mechanism. There are three types of heat exchanger that are conduction, convection, and radiation where conduction occurs in solids or fluids that are at rest, heat transfer is convection occurs in liquids or gases that are in motion, and radiation takes place with no material carrier.
distillation equipment supplier
plantation of processing equipment
evaporator
made in usa distillation equipment
RispondiEliminaDesigner Radiators
What a fantastic post. This is chock full of useful information. I reach a lot of blog posts and I never heard of a topic like this.
RispondiEliminaBoiler systems
Great information on blog. keep posting more.
RispondiEliminaBuy Lincoln Flextec Welding Machine in Ludhiana.
Be the center of attention with its stylish & unique sporty design
RispondiEliminaadult tricycles
Nice articles and your information valuable and good articles thank for the sharing information Plate heat exchanger suppliers
RispondiEliminaReally valuable content. Thanks for sharing Industrial Agitated Vessel
RispondiElimina