Heat Exchanger Types and Selection

In order to achieve optimum process operations, it is essential to use the right type of process equipment in any given process. Heat exchangers, commonly used to transfer energy from one fluid to another, are no exception.
The selection of the proper type of heat exchangers is of critical importance. Selecting the wrong type can lead to sub-optimum plant performance, operability issues and equipment failure.
The following criteria can help in selecting the type of heat exchanger best suited for a given process:
- Application (i.e. sensible vapor or liquid, condensing or boiling)
- Operating pressures & temperatures (including startup, shutdown, normal & process upset conditions)
- Fouling characteristics of the fluids (i.e. tendency to foul due to temperature, suspended solids ...)
- Available utilities (cooling tower water, once through cooling water, chilled water, steam, hot oil...)
- Temperature driving force (i.e. temperature of approach or cross and available LMTD)
- Plot plan & layout constraints
- Accessibility for cleaning and maintenance
- Considerations for future expansions
- Mechanical considerations such as: 1) material of construction; 2) thermal stresses (during startup, shutdown; process upset and clean out conditions); 3) impingement protection
Heat Exchangers Types
Shell & tube heat exchangers
Baffle types
Segmental baffles
Double segmental baffles
No-tube-in-window (NTIW) baffles
Rod baffles
EM baffles
Helical baffles
Tube Enhancements
Twisted tubes
Low finned tubes
Tubes inserts (twisted tapes, Cal Gavin)
Compact type heat exchangers
Plate & frame heat exchangers (gasketed, semi-welded, welded)
Spiral
Blazed plate & frame
Plate-fin heat exchanger
Printed circuits
Air-cooled heat exchangers
Heat Exchangers Selection
Past experience, is always the best place to start to guide the selection of heat exchanger types. Understanding the reasons behind both successes and failures will lead to better equipment selection.
When comparing different types of heat transfer equipment, one must take into consideration the total cost of the equipment which includes:
- purchase cost
- installation cost
- operating cost (pumping, fan…)
- maintenance cost
In order to make the best selection, it is important to have some knowledge of the different types of heat exchangers and how they operate. The tables below offer the advantages and disadvantages of common types of heat exchangers. They can be used to arrive at a type that is best suited for a given process.
| Shell & tube heat exchangers | |
| Advantages | Disadvantages |
| Widely known and understood since it is the most common type | Less thermally efficient than other types of heat transfer equipment |
| Most versatile in terms of types of service | Subject to flow induced vibration which Can lead to equipment failure |
| Widest range of allowable design pressures and temperatures | Not well suited for temperature cross conditions (multiple units in series must be used) |
| Rugged mechanical construction - can withstand more abuse (physical and process) | Contains stagnant zones (dead zones) on the shell side which can lead to corrosion problems |
| Subject to flow mal-distribution especially with two phase inlet streams | |

| Compact Heat Exchangers | |
| Advantages | Disadvantages |
| Low initial purchase cost (plate type) | Narrower rage of allowable pressures and temperatures |
| Many different configurations are available (gasketed, semi-welded, welded, spiral) | Subject to plugging/fouling due to very narrow flow path |
| High heat transfer coefficients (3 or more times greater than for shell & tube heat exchangers, due to much higher wall shear stress) | Gasketed units require specialized opening and closing procedures |
| Tend to exhibit lower fouling characteristics due to the high turbulence within the exchanger | Material of construction selection is critical since wall thickness very thin (typically less than 10 mm) |
| True countercurrent designs allow significant temperature crosses to be achieved | |
| Require small footprint for installation and have small volume hold-up | |
| Air Cooled Heat Exchangers | |
| Advantages | Disadvantages |
| Attractive option for locations where cooling water is scarce or expensive to treat | High initial purchase cost |
| Well suited for cooling high temperature process streams (above 80oC when using cooling water should be avoided) | Require relatively large footprint |
| Low maintenance and operating costs (typically 30-50% less than cooling water) | Higher process outlet temperature (10-20 oF above the ambient dry bulb temperature) |
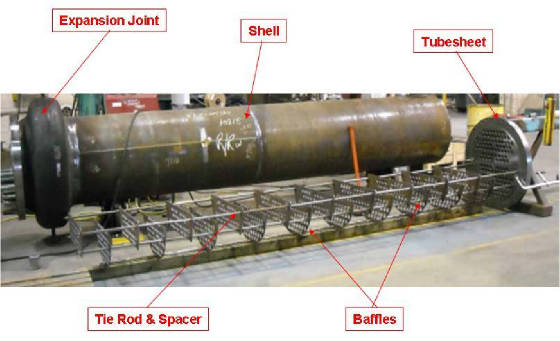
Shell-and-Tube Heat Exchangers Construction Details
The shell-and-tube heat exchanger is named for its two major components – round tubes mounted inside a cylindrical shell.
The shell cylinder can be fabricated from rolled plate or from piping (up to 24 inch diameters). The tubes are thin-walled tubing produced specifically for use in heat exchangers.
Other components include: the channels (heads), tubesheets, baffles, tie rods & spacers, pass partition plates and expansion joint (when required). Shell & tube heat exchanger designs and constructions are governed by the TEMA and ASME codes.
| |||||||||

| |||||||||
Tubes
Tubing may be seamless or welded. Seamless tubing is produced in an extrusion process; welded tubing is produced by rolling a strip into a cylinder and welding the seam. Welded tubing is usually more economical.
Normal tube diameters are 5/8 inch, 3/4 inch and 1 inch. Tubes of smaller diameter can be used but they are more difficult to clean mechanically. Tubes of larger diameter are sometimes used either to facilitate mechanical cleaning or to achieve lower pressure drop.
The normal tube wall thickness ranges from 12 to 16 BWG (from 0.109 inches to 0.065 inches thick). Tubes with thinner walls (18 to 20 BWG) are used when the tubing material is relatively expensive such as titanium.
Tubing may be finned to provide more heat transfer surface; finning is more common on the outside of the tubes, but is also available on the inside of the tubes. High flux tubes are tubing with special surface to enhance heat transfer on either or both sides of the tube wall. Inserts such as twisted tapes can be installed inside tubes to improve heat transfer especially when handling viscous fluids in laminar flow conditions. Twisted tubes are also available. These tubes can provide enhanced heat transfer in certain applications.
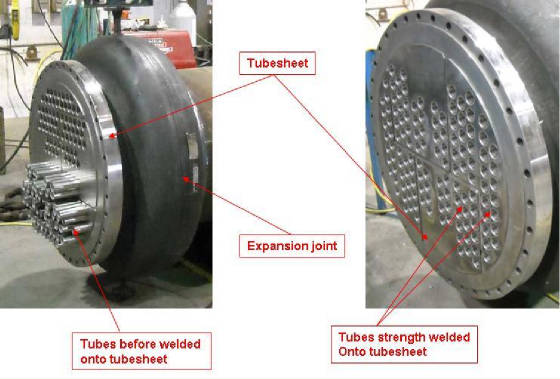
Tubesheets
Tubesheets are plates or forgings drilled to provide holes through which tubes are inserted. Tubes are appropriately secured to the tubesheet so that the fluid on the shell side is prevented from mixing with the fluid on the tube side. Holes are drilled in the tubesheet normally in either of two patterns, triangular or square.
The distance between the centers of the tube hole is called the tube pitch; normally the tube pitch is 1.25 times the outside diameter of the tubes. Other tube pitches are frequently used to reduce the shell side pressure drop and to control the velocity of the shell side fluid as it flows across the tube bundle. Triangular pitch is most often applied because of higher heat transfer and compactness it provides. Square pitch facilitates mechanical cleaning of the outside of the tubes.
Two tubesheets are required except for U-tube bundles. The tubes are inserted through the holes in the tubesheets and are held firmly in place either by welding or by mechanical or hydraulic expansion. A rolled joint is the common term for a tube-to-tube sheet joint resulting from a mechanical expansion of the tube against the tubesheet. This joint is most often achieved using roller expanders; hence the term rolled joint. Less frequently, tubes are expanded by hydraulic processes to affect a mechanical bond. Tubes can also be welded to the front or inboard face of the tubesheet. Strength welding designates that the mechanical strength of the joint is provided primarily by the welding procedure and the tubes are only lightly expanded against the tubesheet to eliminate the crevice that would otherwise exist. Seal welding designate that the mechanical strength of the joint is provided primarily by the tube expansion with the tubes welded to the tubesheet for better leak protection. The cost of seal-welded joints is commonly justified by increased reliability, reduced maintenance costs, and fewer process leaks. Seal-welded joints are required when clad tubesheets are used, when tubes with wall thickness less than 16 BWG (0.065 inch) are used, and for some metals that cannot be adequately expanded to achieve an acceptable mechanical bond (titanium and Alloy 2205 for instance).
| |||||||||
Baffles
Baffles serve three functions: 1) support the tube; 2) maintain the tube spacing; and 3) direct the flow of fluid in the desired pattern through the shell side.
A segment, called the baffle cut, is cut away to permit the fluid to flow parallel to the tube axis as it flows from one baffle space to another. Segmental cuts with the height of the segment approximately 25 percent of the shell diameter are normally the optimum. Baffle cuts larger or smaller than the optimum typically result in poorly distributed shell side flow with large eddies, dead zones behind the baffles and pressure drops higher than expected.
The spacing between segmental baffles is called the baffle pitch. The baffle pitch and the baffle cut determine the cross flow velocity and hence the rate of heat transfer and the pressure drop. The baffle pitch and baffle cut are selected during the heat exchanger design to yield the highest fluid velocity and heat transfer rate while respecting the allowable pressure drop.
The orientation of the baffle cut is important for heat exchanger installed horizontally. When the shell side heat transfer is sensible heating or cooling with no phase change, the baffle cut should be horizontal. This causes the fluid to follow an up-and-down path and prevents stratification with warmer fluid at the top of the shell and cooler fluid at the bottom of the shell. For shell side condensation, the baffle cut for segmental baffles is vertical to allow the condensate to flow towards the outlet without significant liquid holdup by the baffle. For shell side boiling, the baffle cut may be either vertical or horizontal depending on the service.
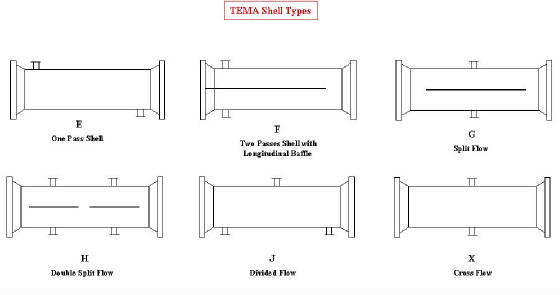
Other types of baffles are sometimes used such as: double segmental, triple segmental, helical baffle, EM baffle and ROD baffle. Most of these types of baffles are designed to provide fluid flow paths other than cross flow. These baffle types are typically used for unusual design conditions. Longitudinal baffles are sometimes provided to divide the shell creating multiple passes on the shell side. This type of heat exchangers is sometimes useful in heat recovery applications when several shell side passes allow to achieve a severe temperature cross.
Tie Rods and Spacers
Tie rods and spacers are used for two reasons: 1) hold the baffle assembly together; and 2) maintain the selected baffle spacing. The tie rods are secured at one end to the tubesheet and at the other end to the last baffle. They hold the baffle assembly together. The spacers are placed over the tie rods between each baffle to maintain the selected baffle pitch. The minimum number of tie rod and spacers depends on the diameter of the shell and the size of the tie rod and spacers.
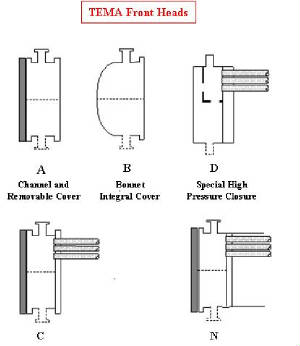
Channels (Heads)
Channels or heads are required for shell-and-tube heat exchangers to contain the tube side fluid and to provide the desired flow path.
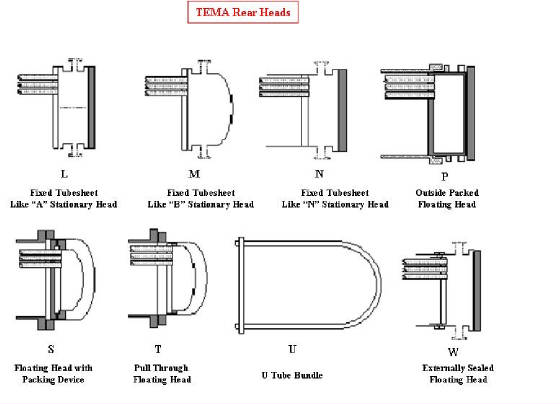
Many types of channels are available. The three (3) letters TEMA designation is the standard method for identifying the type of channels and the type of shell of shell-and-tube heat exchangers. The first letter of the TEMA designation represents the front channel type (where the tube side fluid enters the heat exchanger), the second letter represents the shell type and the last letter represents the rear channel type. The TEMA channel types are shown below.
| |||||||||
| |||||||||
| |||||||||
The channel type is selected based on the application. Most channels can be removed for access to the tubes. The most commonly used channel type is the bonnet. It is used for services which do not require frequent removal of the channel for inspection or cleaning. The removable cover channel can be either flanged or welded to the tubesheet. Flanges are usually not provided for units with larger shell diameters. The removable cover permits access to the channel and tubes for inspection or cleaning without the need to remove the tube side piping. Removable cover channels are provided when frequent access is required.
The rear channel is often selected to match the front channel. For example a heat exchanger with a bonnet at the front head (B channel) will often have a bonnet at the rear head (M channel) and will be designated as BEM. However, there can be circumstances where they are different such as when removable bundles are used.
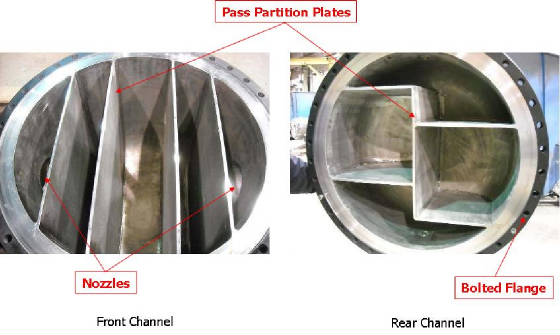
Pass partitions are required in channels of heat exchangers with multiple tube passes. The pass partition plates direct the tube side fluid through multiple passes. The number of tube side passes is normally less than eight, although more than eight passes can in some cases be required. Multiple tube passes allow to maximize the tube side heat transfer within the pressure drop constraint. Typically, heat exchangers with liquid as the tube side fluid have multiple tube passes. Most heat exchangers with large tube side volumetric gas flow rates have a single tube pass.
| |||||||||
Typical Applications
The shell-and-tube heat exchanger is by far the most common type of heat exchanger used in industry. It can be fabricated from a wide range of materials both metallic and non-metallic. Design pressures range from full vacuum to 6,000 psi. Design temperatures range from -250oC to 800oC. Shell-and-tube heat exchangers can be used in almost all process heat transfer applications.
The shell-and-tube design is more rugged than other types of heat exchangers. It can stand more (physical and process) abuse. However, it may not be the most economical or most efficient selection especially for heat recovery applications or for highly viscous fluids. The shell-and-tube heat exchanger will perform poorly with any temperature crosses unless multiple units in series are employed.
Typical applications include condensers, reboilers and process heaters and coolers.
Heat Exchanger pictures courtesy of Festival City Fabricators http://www.steelcraft.ca/fcf/index.php

Air cooled heat exchangers are used to transfer heat from a process fluid to ambient air. The process fluid is contained within heat conducting tubes.
RispondiEliminaGood Information...
RispondiEliminaGireesh Heat Exchanger Manufacturer in Coimbatore & Cooling Towers is established in the year 1998 at Coimbatore, Tamil Nadu. We are one amongst the leading manufacturers and Exporters in Coimbatore.
http://www.gireeshheatexchangers.com/
Thanks for the blog loaded with so many information. Finally, you are advised to avoid putting off the heating and air services you need. If you do, you may end up trying to turn on your heating repair on a really hot day, only to find that it will not work.
RispondiEliminaBeautifully explained really helpfull
RispondiEliminahttps://www.nirmal.co.in
Hello, Sir/Ma'am
RispondiEliminaPlease check our products at winscometal.com
Handrail End Caps
Glass Spigots
Stainless Steel Welded Pipe
Stainless Steel Coil
Stainless Steel Pipe Prices
Handrail Post
About more product details click on link mention blow:-
https://www.winscometal.com/
Thank you so much for posting such a nice blog.
RispondiEliminasilicone sponge
chinese silicone manufacturers
Silicone Heater Hose
silicone led strip
I have been searching for such an informative publication for many days, and it seems that my search here has just ended. Good job. Continue publishing. You can also visit my blog at Stainless Steel 301 Fasteners.
RispondiEliminaThis is actually good to read content of this blog. A is very general and huge knowledgeable platform has been known by this blog. I in reality appreciate this blog to have such kind of educational knowledge. Visit to know more information about Cold Formed EN 10219 S275J2H Square Hollow Section (SHS).
RispondiEliminaI read your blog today, very useful knowledge about 304 Stainless Steel Strips.
RispondiEliminaThanks For Shareing This you blog is Really very nice in this blog I relly like this topic.A filthy or clogged air filter is one of the most prevalent causes of heat exchanger makers . A blocked air filter inhibits airflow through the furnace. causing the heat exchanger to overheat and stress fracture.
RispondiEliminathis
RispondiEliminaincress
my
good
know
Nice
RispondiEliminawork
for
me
,
this
RispondiEliminaincress
my
good
know
Nice
RispondiEliminawork
for
me
,
this
RispondiEliminaincress
my
good
know
ledge
Crystallizers are used in industries to separate liquid and solid components. They are also one of the most important parts of the processing equipments as they are capable of producing high purity products at comparatively low energy inputs.
RispondiEliminaheat exchanger makers
heat exchanger
evaporators
distillation equipment
distillation equipment supplier
Questo commento è stato eliminato dall'autore.
RispondiElimina
RispondiEliminaThough the heat exchangers are different sizes as per the machine requirements, they all function under the same basic principles. The main features of heat exchangers are flow configuration, construction method, heat transfer mechanism. There are three types of heat exchanger that are conduction, convection, and radiation where conduction occurs in solids or fluids that are at rest, heat transfer is convection occurs in liquids or gases that are in motion, and radiation takes place with no material carrier.
distillation equipment supplier
plantation of processing equipment
evaporator
made in usa distillation equipment
They operate on the “thermo-siphon” principle where a very high ratio of evaporation is necessary to feed and the bundle of tubes that can be divided or separated into two parts where the first one to operate is a rising film and the second part operates as a falling-film. The rising film evaporators can be used for the concentration of sugarcane syrups, nitrates, black liquor in paper plants, and electrolytic tinning liquors.
RispondiEliminadistillation equipment supplier
distillation equipment
evaporators
Crystallizers are used in industries to separate liquid and solid components. They are also one of the most important parts of the processing equipments as they are capable of producing high purity products at comparatively low energy inputs.
RispondiEliminamade in usa distillation equipment
plantation of processing equipment
Hi, Thanks for sharing such a informatic blog. I loved your content. Keep sharing. For more information please visit us: Circulation heaters
RispondiEliminaAwesome thoughts!
RispondiEliminaLooking for Construction Cost Estimating Consultant? We provide cost effective Commercial Construction Estimator,Concrete Estimating Services,Construction Takeoff Services Texas, Residential Construction Estimating Service in United States.
Estimating Services For Residential Contractors LA
Wow, amazing block structure! How long
RispondiEliminaHave you written a blog before? Working on a blog seems easy.
The overview of your website is pretty good, not to mention what it does.
In the content!
vstcracked.net
Marmoset Toolbag Crack
BB FlashBack Pro Crack
Enscape3D Crack
Little Alterboy Crack
Native Instruments FM8 Crack
Sliding Enclosures
RispondiEliminaShower Baths
RispondiEliminaGreat article! It's crucial to select the right heat exchanger for optimal performance. Shell-and-tube heat exchangers are versatile, but for applications requiring high efficiency and compact design, consider a plate fin heat exchanger. Its high heat transfer coefficients and small footprint make it ideal for many industrial processes.
RispondiEliminaThanks for sharing this blog this is very helpfull for me keep it up
RispondiEliminabuy online A2 Gir Cow Ghee in Hyderabad
best Wood pressed Edible oils in Hyderabad
Informative blog. Thanks for sharing. M-Kube Enterprise is the leading suppliers of sic heating elements. We can supply a wide range and different sizes & shapes of sic heating elements (Silicon Carbide heating elements) for your specific requirements can be available in a variety of sizes and shapes, or can be customized to meet the specific needs for various processes, furnaces and equipment
RispondiEliminaSwastik Hydraulic is a leading manufacturer of high-quality shell and tube heat exchangers. We are trusted Shell and Tube Heat Exchanger Manufacturers in New Delhi, known for our precision and performance. Our expertise also extends as reliable Shell and Tube Heat Exchanger Manufacturers in Noida and Shell and Tube Heat Exchanger Manufacturers in Ahmedabad, serving various industries with efficient thermal solutions.
RispondiEliminaLooking for the best A2 Gir Cow Ghee in Hyderabad? Experience the richness of traditionally hand-churned, 100% natural A2 Gir Cow Ghee made from desi Gir cow milk. Sourced ethically and prepared using the ancient Bilona method for maximum nutrition and aroma.
RispondiEliminaCross Flow Heat Exchanger
RispondiEliminaLow Voltage Distribution System - Explore API Energy heat exchangers including plate shell tube air cooled and water cooled types designed for food chemical oil gas and industrial applications.
To Get More Information - Apienergy.co.uk
Thank you for sharing this detailed and informative article on the types and selection of heat exchangers it’s very helpful for engineers and students alike! I especially appreciated the clear breakdown of shell-and-tube, compact, and air-cooled heat exchanger advantages and disadvantages, which makes understanding the right choice for different applications much easier.
RispondiEliminaFor anyone looking for reliable heat exchanger products and additional resources, you can also visit: https://www.trisunltd.com/shop/heat-exchanger
Keep up the great work looking forward to more insightful posts!